













ٹیلی فون :
+86-15905996312ای میل :
machine@hongancn.com
ٹیلی فون :
+86-15905996312ای میل :
machine@hongancn.com

میلمین ٹیبل ویئر مولڈنگ مشین کی تیاری سے پہلے یہ یقینی بنانا کافی ضروری ہے کہ موٹر عام طور پر چل رہی ہے ۔ •سب سے پہلے، ہائیڈرولک آئل کھلانے کے بعد موٹر پمپ کے چلنے کی سمت چیک کریں۔ •پھر پینل سے مینوئل کے تحت کنٹرول بٹن کو آن کریں، اور موٹر سوئچ شروع کریں۔ •موٹر چلانے کے دوران، اسے کچھ رول ٹیسٹ کریں پھر ٹھیک ہے۔ اگر موٹر کی گردش کی سمت نشان زد تیر کی سمت کے مخالف ہے، تو 3 میں سے کسی بھی 2 پاور تاروں کے کنکشن کو ریورس کریں۔ موٹر کے بہت سے مسائل کے لیے، آپ ذیل کے مراحل پر عمل کر سکتے ہیں۔ موٹر کی خرابی کی بہت سی وجوہات ہیں۔ کچھ ناکامیاں بہت ملتی جلتی ہیں، لیکن وجوہات مختلف ہیں۔ اسے عام طور پر موٹر سنڈروم کہا جاتا ہے۔ لہذا، موٹر کی خرابی کی وجہ کو سمجھنے اور ناکامی کی وجہ کو صحیح طریقے سے اور جلدی سے تلاش کرنے اور ختم کرنے کے لئے ضروری ہے. جب غلطی نامعلوم ہے، تو آپ اسے مندرجہ ذیل طور پر چیک کر سکتے ہیں: (1) چیک کریں کہ آیا تھری فیز پاور سپلائی میں بجلی ہے۔ (2) اگر بجلی کی سپلائی متحرک ہے، تو فیوز، سوئچ اور سٹارٹر کو خرابیوں کے لیے چیک کریں (جیسے کہ پیچ محفوظ ہیں اور وائرنگ درست ہے، وغیرہ)۔ (3) اگر (1) اور (2) میں کوئی مسئلہ نہیں ہے، تو آپ موٹر کو بغیر بوجھ کے چلا سکتے ہیں اور چیک کر سکتے ہیں کہ آیا لوڈ کی وجہ سے خرابی ہوئی ہے۔ (4) اگر موٹر میں ہی خرابی پیدا ہو جائے تو جنکشن باکس کھولیں اور وائرنگ کو جھلسے کے نشانات یا دیگر خرابیوں کے لیے چیک کریں۔ (5) اگر (4) میں کوئی مسئلہ نہیں ہے، تو چیک کریں کہ کیا بیئرنگ ناقص ہے یا خراب ہے اور چکنائی ختم ہو گئی ہے یا غائب ہے۔ (6) اگر (5) میں کوئی مسئلہ نہیں ہے، تو سٹیٹر وائنڈنگ کو جھلسے ہوئے نشانات، کھلے سرکٹ، شارٹ سرکٹ یا خرابی کے لیے چیک کیا جانا چاہیے۔ (7) ٹوٹی ہوئی سلاخوں کے لیے کیج روٹر کو چیک کریں۔ جب موٹر ناکام ہوجاتی ہے، تو اکثر سست رفتار، نمایاں طور پر بڑھتا ہوا درجہ حرارت، غیر معمولی شور، اور جلی ہوئی بو، دھواں، کرنٹ میں اضافہ، تھری فیز کرنٹ کا عدم توازن، لائیو کیس وغیرہ ہوتا ہے۔ ان مظاہر کو سمجھنا اور تجزیہ کرنا ضروری ہے۔...

میٹ تیار میلامین دسترخوان پچھلے 4 سالوں سے چین کے اندر اور باہر سب سے زیادہ مقبول ہے۔ خاص طور پر کالے رنگ میں ہوٹل کے سامان یا ریستوراں کے لیے اچھی طرح فروخت ہو رہا ہے۔ بلیک میلامین دسترخوان پر مختلف قسم کی ساخت دکھائی دے رہی ہے، کچھ لکڑی کی اینچنگ اثر ہے ، اور کچھ پتھر کی اینچنگ اثر ہے ۔ لیکن پھر بھی آپ 2 مختلف میلامین کراکری کے سانچوں سے بننے والی 2 ایک جیسی اشیاء کے درمیان فرق تلاش کر سکتے ہیں ۔ دسترخوان کے دیگر کارخانوں سے مقابلہ کرنے کے لیے میٹ تیار شدہ سانچوں کا اعلیٰ معیار کیسے حاصل کیا جائے ؟ 1. تجربہ کار ڈیزائن ٹیم: نئے تخلیق کے ڈیزائن سیرامک، پتھر، لکڑی، پلاسٹک، سٹیل یا شیشے کی مصنوعات پر آئیں گے۔ میلمینی مصنوعات میں ایک ہی ڈیزائن کو کیسے منتقل کیا جا سکتا ہے؟ مختلف ڈیزائن کا کام مختلف ڈرائنگ دکھائے گا اور آخر میں آپ کو مختلف مصنوعات بھی ملیں گی۔ شونہاؤ میں تجربہ کار ڈیزائن ٹیم پہلے ہی پچھلے 15-20 سالوں سے کام کر رہی ہے۔ 2. خریداروں کی طرف سے ڈرائنگ کی تصدیق کے بعد، پھر CNC کام کرنے کے لئے جائیں گے. شونہاؤ فیکٹری میں چائنا ٹاپ برانڈ کے ساتھ عین مطابق CNC موجود ہیں۔ 3. CNC کے کام کرنے کے بعد، اینچنگ پروسیسنگ شروع ہو جائے گی، سب سے اہم مرحلہ: مطلوبہ اعلی معیار کیمیکلز اور تجربہ کار اینچنگ ٹیکنالوجی۔ سانچوں کی مختلف لاگت سے مختلف کوالٹی ایچنگ مولڈ ملیں گے۔ 4. اینچنگ ختم ہونے کے بعد، پھر کروم کے لیے جانے کی ضرورت ہے۔ شُنہاؤ فیکٹری میں ہارڈ کروم کا معیار ہے ۔ جب کروم کی موٹائی معیاری سے کم ہوتی ہے، تو سانچوں کو مسترد کر دیا جائے گا اور دوبارہ کروم کے لیے واپس بھیج دیا جائے گا۔ کوالیفائیڈ ایچنگ کا کام اور معیاری ہارڈ کروم، آپ کو شونہاؤ فیکٹری سے ہمیشہ اچھے سانچے ملیں گے !

Ⅰ مشینی نقل و حمل اس کی بھاری مشین کے لیے، میلامین کراکری کمپریشن مشین کے لیے نقل و حمل محفوظ ہونا چاہیے۔ مشین کے بنیادی معیار کے طور پر مناسب لمبی لکڑی کا استعمال کرنا، اور پھر نقل و حمل کے لیے مشین کو اسٹیک کرنا؛ یا اسٹیل کیبل کے ذریعے اوپر والی مشین کے لفٹنگ ہول کو پکڑ کر، گری دار میوے کو لاک کرتے ہوئے، اور کیبل لہرانے والی گھرنی کے ذریعے صحیح جگہ تک منتقل کریں اور اسی وقت اس کے توازن کو دیکھیں۔ Ⅱ مشین کی تنصیب بنیاد: مشین کو کھڑا کرنے کے لیے بنیاد اتنی مضبوط ہونی چاہیے۔ اس کے بعد، مشین اور درست برقی آلات کے افعال کو برقرار رکھنے کے لیے، لیور میٹر کے ذریعے مشین کے توازن کی جانچ کریں۔ چلر کے پانی کے پائپ کی تنصیب: طویل عرصے سے ہائیڈرولک دبانے کے دوران، تیل کے درجہ حرارت میں اضافہ اس کی مستقل مزاجی کو متاثر کرے گا۔ یہاں تک کہ مشین کے عام آپریشن کو متاثر کرتا ہے۔ لہذا، تیل کا درجہ حرارت برقرار رکھنے کے لیے چلر کا استعمال کریں۔ یہ آلہ inlet/outlet پانی کے پائپ کو جوڑنے کے لیے 3/4” پائپ تھریڈ استعمال کرتا ہے۔ نل کے پانی کا عام درجہ حرارت استعمال کرنا بہتر ہے، لیکن پانی کے بہاؤ کو روکنے کے لیے کسی بھی بارش سے بچنے کے لیے سخت پانی نہیں۔ پاور سورس اور سرکٹ پریشر: آپریشن پینل کے پیچھے والے کنیکٹنگ باکس کو کھولیں، پھر RST کے 3 جوڑوں کو پاور وائر سے جوڑیں۔ ہائیڈرولک پریس کا سب سے زیادہ درجہ بند دباؤ 210kg/cm2 ہے۔ ماحولیاتی ضروریات: میلامین ویئر کمپریس مشین پروسیسنگ کے لیے ہے، اور اس کے استعمال اور پیداواری پیداوار کی وجہ سے، اسے مماثل کام کے لیے درج ذیل شرائط کی ضرورت ہو گی۔ 1. اس جگہ سے دور رکھیں جہاں یہ گیلی یا زیادہ گرم ہو۔ 2. ورکشاپ کو اچھی وینٹیلیشن میں رکھیں۔ 3. بجلی کے رساو، پانی کے داغ سے بچو۔ آگ سے احتیاطی تدابیر کی ضرورت ہے۔ 4. بڑے پیمانے پر پیداوار کے دوران اچھے آپریشن کو یقینی بنانے کے لیے مشین کے لیے مناسب جگہ رکھیں۔ 5. اگر ضرورت ہو تو نیم مصنوعات کے لیے جگہ رکھیں۔
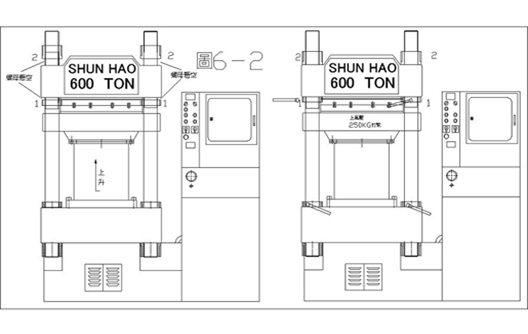
تصویر 1: ہائیڈرولک پریس کو کم کرنے کے ساتھ میلمین ٹیبل ویئر مولڈنگ مشین آپریشن سے پہلے، بجلی کی فراہمی کو جوڑیں اور چیک کریں کہ آیا موٹر کی گردش کی سمت درست ہے۔ مشین کو دستی موڈ کے تحت موڑ دیں۔ آہستہ آہستہ مشین کو تصویر 2 کی پوزیشن پر اٹھائیں . 2-1 تناؤ کالم کے گری دار میوے ہیں ۔ گری دار میوے کو اس پوزیشن میں لگائیں جیسا کہ تصویر میں دکھایا گیا ہے۔ پھر پیچ کو 2-2 لاک کریں ۔ تصویر 2 تصویر 3 تصویر 4 تصویر 5 چار متوازی گائیڈز کو گری دار میوے کے ساتھ نصب کیا جانا چاہیے، جیسا کہ تصویر 3 میں دکھایا گیا ہے ۔ پھر نٹ کو پوزیشن پر لانے کے لیے مشین کو نیچے کریں، جیسا کہ تصویر 4 میں دکھایا گیا ہے ۔ آپریشن کے بعد، گری دار میوے کو لاک کریں، جیسا کہ تصویر 5 میں دکھایا گیا ہے ، اور پھر گری دار میوے کو ہتھوڑے سے گھڑی کی سمت میں سخت کریں۔ تصویر 6 تصویر 6-1 تصویر 6-2 حرارتی پلیٹ کے متوازی کو درست کریں: اوپری بولسٹر کے گری دار میوے کو اونچی کر دیں، جیسا کہ تصویر 6-1 میں دکھایا گیا ہے۔ ہیٹنگ پلیٹ کو اوپر کرنا جاری رکھیں، اوپری بولسٹر کو نٹ 2 سے الگ کرنے کے لیے اوپر کریں ، لیکن نٹ کو نہ چھوئیں، جیسا کہ تصویر 6-2 میں دکھایا گیا ہے۔ نٹ 1 اور نٹ 2 کو مضبوطی سے اوپری بولسٹر کی طرف موڑ دیں ۔ مشین کو 230kg/cm² پر دبائیں، اور نٹ 2 کو گھڑی کی مخالف سمت میں سخت کریں۔
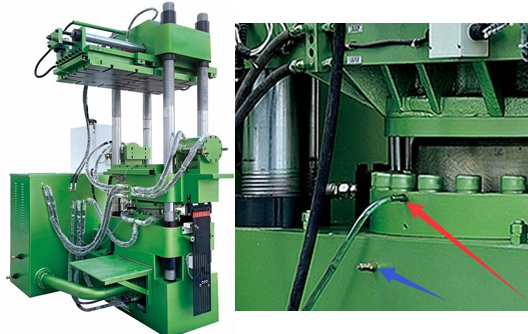
میلمین کمپریشن مولڈنگ مشین میں تیل کے ٹینک میں ہائیڈرولک آئل سے آنے والی ورکنگ پاور ہوتی ہے۔ نئی خریدی گئی میلامین مشینوں کے لیے، تنصیب کے لیے مقررہ جگہ پر پہنچنے اور مختلف اشارے چیک کرنے کے بعد، اینٹی وئیر ہائی پریشر ہائیڈرولک آئل کو انجکشن لگانے کی ضرورت ہے۔ تیل کے انجیکشن کے دوران، تیل سے پاک آپریشن کی وجہ سے ہوا آئل ٹینک میں داخل ہوگی اور نئی میلامین مشین کی پائپ لائن میں آئے گی۔ ہائیڈرولک آئل کو مشین کو آسانی سے چلانے کے لیے مسلسل طاقت فراہم کرنے کے لیے، ضروری ہےکہ موٹر کو چلایا جائے، تیل کو پائپ لائن میں داخل ہونے دیں، اور تیل کے ٹینک میں ہوا کو خارج کریں۔ تو، میلمین ویئر مولڈنگ مشین کے تیل کے پائپ سے ہوا کو کیسے نکالا جائے ؟ مشین کے پچھلے حصے میں خاص طور پر ہوا نکالنے کے لیے ایک سوراخ ہے۔ اوپر سے منسلک شفاف پائپ کو ان پلگ کریں اور اسے نچلے پائپ پورٹ سے جوڑیں (پہلے نچلے پائپ پورٹ کا لاک ڈھیلا ہونا چاہیے) • دستی موڈ کے تحت مشین کو موڑیں، دباؤ بڑھانے کے لیے آہستہ دبائیں • دباؤ کے عمل کے دوران، تیل کے پائپوں میں ہوا باہر نکل جاتی ہے جسے شفاف پائپ کے ذریعے دیکھا جا سکتا ہے۔ • جب تک کہ شفاف پائپ میں ہوا نہ ہو، یا سست رفتار سے سڑنا بند ہونے پر مشین ہل نہ جائے، تیل کے پائپ سے ہوا کو باہر نکالنا ختم ہو چکا ہے۔ • آخر میں بکسوا کو لاک کرتے وقت، اسے آہستہ سے لاک کریں، ضرورت سے زیادہ طاقت نہ لگائیں، ورنہ یہ ٹوٹ جائے گا۔ ہائیڈرولک آئل کے بارے میں مزید جاننے کے لیے، جو میلمین کراکری مولڈنگ مشین کے لیے موزوں ہے، یہاں کلک کریں: melamine tableware مولڈنگ مشین کے لئے موزوں ہائیڈرولک تیل کیا ہے؟

میلمین ٹیبل ویئر کمپریشن مشین ایک ہائیڈرولک پاور مشین ہے، جو مشین کو مختلف کاموں میں چلانے کے لیے پاور سورس فراہم کرنے کے لیے ہائیڈرولک آئل پر انحصار کرتی ہے۔ آیا ہائیڈرولک تیل کا معیار اور صلاحیت کافی ہے مشین کے ہر عمل کی حالت یا مشین کی سروس لائف کو متاثر کرے گی۔ پچھلی بار، ہم نے تیل کے ٹینک کی صلاحیت کو چیک کرنے کے بارے میں بات کی تھی۔ آج ہم آپ کے ساتھ میلامین دسترخوان بنانے والی مشین کے لیے موزوں ہائیڈرولک تیل کا اشتراک کریں گے۔ مارکیٹ میں ہائیڈرولک آئل کی بہت سی قسمیں ہیں، کون سا میلمین ٹیبل ویئر مولڈنگ مشین کے لیے موزوں ہے؟ ہائیڈرولک آئل ہائیڈرولک میڈیم ہے جو ہائیڈرولک سسٹم کے ذریعہ استعمال ہوتا ہے جو مائع دباؤ والی توانائی کا استعمال کرتا ہے۔ یہ ہائیڈرولک سسٹم میں انرجی ٹرانسمیشن، اینٹی وئیر، سسٹم چکنا، اینٹی سنکنرن، اینٹی مورچا اور کولنگ کا کردار ادا کرتا ہے۔ ہائیڈرولک تیل کے لئے، سب سے پہلے، یہ آپریٹنگ درجہ حرارت اور ابتدائی درجہ حرارت پر مائع کی viscosity کے لئے ہائیڈرولک ڈیوائس کی ضروریات کو پورا کرنا چاہئے. چونکہ چکنا کرنے والے تیل کی چپکنے والی تبدیلی کا براہ راست تعلق ہائیڈرولک ایکشن، ٹرانسمیشن کی کارکردگی اور ٹرانسمیشن کی درستگی سے ہوتا ہے، اس لیے تیل کی چپکنے والی درجہ حرارت کی کارکردگی اور قینچ کے استحکام کو مختلف استعمال سے پیدا ہونے والی مختلف ضروریات کو پورا کرنا چاہیے۔ جب میلامین ٹیبل ویئر مولڈنگ مشین کام میں ہے، تو یہ گرمی پیدا کرے گی اور درجہ حرارت بڑھے گا، اس لیے استعمال ہونے والے ہائیڈرولک تیل کو اعلی درجہ حرارت کے خلاف مزاحم ہونے کی ضرورت ہے۔ مزید یہ کہ مولڈنگ مشین کا ڈیزائن ایک ہائیڈرولک ماڈل ہے جو 24 گھنٹے کام کرتا ہے۔ استعمال ہونے والا ہائیڈرولک تیل پہننے کے لیے مزاحم ہونا چاہیے اور اس میں چکنا کرنے کا گتانک زیادہ ہونا چاہیے۔ یعنی، میلامین ٹیبل ویئر بنانے والی مشین کے لیے ہائیڈرولک آئل خریدتے وقت ، سپلائر کو سمجھانا ضروری ہے: فراہم کردہ ہائیڈرولک آئل کو اعلی درجہ حرارت کے خلاف مزاحمت اور پہننے کی اچھی مزاحمت کی ضرورت ہے ، یہاں تک کہ اگر کولنگ کا سامان انسٹال نہیں ہے، تو زیادہ درجہ حرارت متاثر نہیں کرے گا۔ میلامین مشین کی مکینیکل خصوصیات اور چکنا گتانک۔ اینٹی وئیر ہائیڈرولک آئل (HM ہائیڈرولک آئل) اینٹی رسٹ اور اینٹی آکسیڈیشن ہائیڈرولک آئل سے تیار کیا گیا ہے۔ اس میں مصنوعات کی ایک سیریز ہے جیسے الکلائن ہائی زنک، الکلائن لو زنک، نیوٹرل ہائی زنک ٹائپ اور ایشلیس قسم۔ انہیں 40 ° C کینیمیٹک viscosity کے مطابق 22، 32، 46 اور 68 کے چار درجات میں تقسیم کیا گیا ہے۔ ہم علاقے کی آب و ہوا کے مطابق یا مختلف موسموں کے مطابق مختلف ماڈلز کا انتخاب کر سکتے ہیں: 46# موبل ہائیڈرولک آئل 68# موبل ہائیڈرولک آئل جب موسم گرم ہو اور درجہ حرارت زیادہ ہو، 68 # پہننے سے بچنے والے اور دباؤ سے بچنے والے ہائیڈرولک تیل کی سفارش کی جاتی ہے۔ جب موسم ٹھنڈا ہو اور درجہ حرارت کم ہو تو 46# پہننے کے لیے مزاحم اور دباؤ سے بچنے والے ہائیڈرولک تیل کی سفارش کی جاتی ہے۔ ہائیڈرولک تیل کے معیار کی ضروریات 1. مناسب viscosity اور اچھی viscosity-درجہ حرارت کی کارکردگی اس بات کو یقینی بنانے کے لیے کہ ہائیڈرولک اجزاء کام کے دباؤ اور کام کے درجہ حرارت کو تبدیل کرنے کی شرائط کے تحت اچھی طرح سے چکنا، ٹھنڈا اور سیل کیا گیا ہے۔ 2. یہ یقینی بنانے کے لیے کہ آئل پمپ، ہائیڈرولک موٹر، کنٹرول والو اور سلنڈر میں رگڑ کے جوڑوں کو ہائی پریشر، تیز رفتاری اور سخت حالات میں پہننے کو کم...
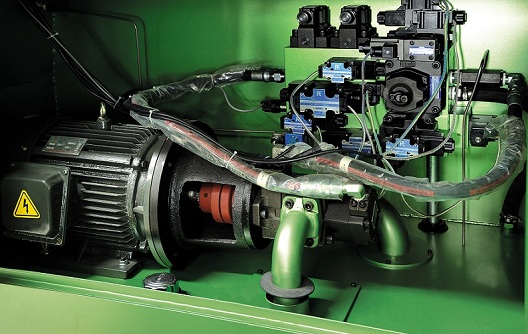
آج کے مضمون کا موضوع میلامین ٹیبل ویئر کمپریشن مشین میں استعمال ہونے والے آئل پمپ کے مسائل کے بعد نئے آئل پمپ کو تبدیل کرنے کا طریقہ ہے۔ اگر استعمال ہونے والی مشین میں درج ذیل شرائط ہیں، تو آپ چیک کر سکتے ہیں کہ آیا آئل پمپ میں کوئی مسئلہ ہے: 1. جب مشین کو عام طور پر دباؤ دیا جاتا ہے، تو پریشر ڈسپلے غیر معمولی ہوتا ہے یا کوئی پریشر ڈسپلے نہیں ہوتا ہے۔ 2. جب مشین کو عام طور پر دباؤ دیا جاتا ہے، تو دباؤ میں غیر معمولی شور ہوتا ہے۔ جب آئل پمپ میں دشواری ہوتی ہے اور اسے تبدیل کرنے کی ضرورت ہوتی ہے، تو پمپ کور کو تبدیل کرنے کی لاگت آئل پمپ کے پورے سیٹ کو تبدیل کرنے سے کم ہوتی ہے۔ تاہم، کچھ مولڈنگ مشینوں کو تیل پمپ کے پورے سیٹ کو تبدیل کرنے کی ضرورت ہے، اور کچھ کو صرف پمپ کور کو تبدیل کرنے کی ضرورت ہے. یہ مشین کے ذریعہ استعمال ہونے والے تیل پمپ کی قسم پر منحصر ہے۔ میلامین دسترخوان کا خام مال میلمین پاؤڈر ہے، کیونکہ پاؤڈر کی شکل آسانی سے دھول کا باعث بنتی ہے، کام کرنے کا ماحول نسبتاً سخت ہے، اور پمپ کی ضروریات نسبتاً زیادہ ہیں۔ لہذا، میلمین کراکری مولڈنگ مشینوں میں بڑے پیمانے پر استعمال ہونے والے تیل کے پمپوں میں بنیادی طور پر وین پمپ اور گیئر پمپ شامل ہیں۔ وین پمپ گیئر پمپ گیئر پمپ زیادہ تر ابتدائی میلامین ٹیبل ویئر مشینوں میں استعمال ہوتے ہیں۔ اس کی اچھی سگ ماہی، جرمنی کے معیار کی وجہ سے، اسے دسترخوان کی مشین بنانے والوں کی طرف سے پسند کیا جاتا ہے۔ تاہم، ایک مسئلہ ہے: کیوں بہت سے دسترخوان کے کارخانوں کے مالکان نے ایک چیز مشترک کہی ہے: ابتدائی مولڈنگ مشین میں اچھے معیار اور شاذ و نادر ہی مسائل ہوتے ہیں، لیکن پیداوار واقعی سست ہے۔ یہ ظاہر ہے کہ ایک نقصان ہے۔ پیداوار میں سست کیوں ہے؟ چونکہ گیئر پمپ گیئرز کے درمیان میشنگ سے مکمل ہوتا ہے، اس لیے دباؤ بہت زیادہ نہیں ہو سکتا۔ اگر یہ بہت زیادہ ہے تو، گیئرز آسانی سے پھنس سکتے ہیں۔ نتیجے کے طور پر، گیئر پمپ کام نہیں کرتا اور مشین رک جاتی ہے۔ لہذا، آپ دیکھیں گے کہ ان مشینوں کا دباؤ کم ہونا چاہیے، اور چھوٹی مشینوں کا دباؤ 100 ٹن سے زیادہ نہیں ہونا چاہیے۔ جب مشین کا دباؤ ریٹیڈ ویلیو سے کم ہو تو آہستہ سے کام کریں اور مشین زیادہ دیر تک چل سکتی ہے۔ تاہم، سست مشین موجودہ ترقی کی ضروریات کو پورا نہیں کر سکتی! مزید یہ کہ مارکیٹ میں گیئر پمپس کا معیار ناہموار ہے۔ زیادہ قیمت پر جعلی خریدنا آسان ہے، اور کچھ 3 دن کے بعد ٹوٹ بھی جاتے ہیں۔ وین پمپ سینٹرفیوگل ورکنگ اصول کی پیروی کرتا ہے۔ اگرچہ سگ ماہی کی ڈگری گیئر پمپ کی طرح اچھی نہیں ہے، لیکن وین پمپ چھوٹے دباؤ کی دھڑکن، چھوٹے شور، کمپیکٹ ڈھانچے، چھوٹے سائز، بڑے بہاؤ کی شرح، اور زیادہ دباؤ کے خلاف مزاحم کے فوائد کے ساتھ آسانی سے چلتا ہے۔ مزید یہ کہ وین پمپ کی دیکھ بھال کی لاگت گیئر پمپ کے مقابلے میں بہت کم ہے، اور اسے تبدیل کرنا آسان ہے۔ لہذا، یہ تیز رفتار مولڈنگ مشین کے لئے ایک مثالی انتخاب بن جاتا ہے شونہاؤ مشینیں اور مولڈز فیکٹری میلامین دسترخوان کی تیاری کے لیے کام کی کارکردگی کو بہتر بنانے کے لیےکوالیفائیڈ کوالٹی وین پمپس کا استعمال کر رہی ہے پمپ کور کو تبدیل کرتے وقت، سب سے اہم نکتہ یہ ہے کہ پوزیشننگ پن کو اندر سے سیدھا کریں، پھر اسے اندر رکھیں اور اسے لاک کریں۔ بلاشبہ، تیل کا پمپ مشین کی پیداوار کی رفتار کا تعین نہیں کرتا، لیکن یہ ضروری عوامل میں سے ایک ہے۔ مختلف قسم کے تیل کے پمپوں میں مختلف کنکشن سوراخ ہوں گے، اور سوراخوں کا سائز بھی مقرر ہے۔ اگر آپ مینوفیکچرر ...

میلمین کراکری مولڈنگ مشین میں سانچوں کو کیسے انسٹال کریں ؟ (Ⅰ) سانچوں کو انسٹال کرنے سے پہلے، آپ کو حرکت پذیر بولسٹر کو دستی طور پر سب سے کم پوزیشن پر ایڈجسٹ کرنا چاہیے، اور چیک کریں کہ آیا سانچوں کی وضاحتیں مشین کے ماڈل کی ہیٹنگ پلیٹ پر انسٹال کرنے کے لیے موزوں ہیں۔ پھر 8-12 فکسڈ کلیمپ آئرن اور کئی گسکیٹ (معیاری لوازمات) تیار کریں۔ (Ⅱ) مولڈ کے پورے سیٹ کو مشین کی ہیٹنگ پلیٹ پر معتدل پوزیشن پر لے جانے کے لیے لفٹ یا فورک لفٹ کا استعمال کریں۔ مولڈ پلیٹ کو فکسڈ کلیمپ آئرن، گاسکیٹ اور بولٹ سے لاک کریں تاکہ مشین کی نچلی پلیٹ میں نچلے مولڈ کو محفوظ بنایا جا سکے۔ (Ⅲ) دستی آپریشن موڈ استعمال کریں۔مشین کی ہیٹنگ پلیٹ کو آہستہ آہستہ بڑھانے کے لیے میلامین ویئر بنانے والی مشین کا ای ، تاکہ اوپری سڑنا مشین کی اوپری پلیٹ کے خلاف آہستہ سے دبایا جائے: 1. اگر مولڈ زیادہ ہے، تو آپ اوپری پلیٹ کے باہر نٹ کو ڈھیلا کر سکتے ہیں۔ مولڈ کو سب سے اونچے مقام پر اٹھانے کے بعد، اندرونی نٹ کو اسکرو کریں اور اسے سخت کریں، اور پھر اوپری نٹ کو کھولیں لیکن اوپری پلیٹ کو مضبوطی سے ٹھیک کریں۔ 2. اگر سانچوں کے سانچوں کے پچھلے سیٹ سے کم ہیں، تو اوپری پلیٹ کو پچھلے اونچے مولڈ یا لوہے کی کافی اونچائی کے ساتھ مناسب پوزیشن پر نیچے کیا جانا چاہیے۔ پچھلے اونچے مولڈ کو حرکت دیں، اتاریں اور اسے نئے سانچے سے بدلیں اور مذکورہ طریقے سے انسٹال کریں۔ (ⅠⅡⅢ) 3. ایک فکسڈ کلیمپ آئرن کے ساتھ اوپری مولڈ کو اوپری پلیٹ میں درست کریں۔ 4. تمام گری دار میوے کو چیک کریں اور سخت کریں، اور پھر پیچ کو سخت کرنے کے لیے ہتھوڑا اور دیگر اوزار استعمال کریں۔ آپریشن کے دوران ڈھیلے ہونے سے روکنے کے لیے تمام گری دار میوے کو مضبوطی سے بند کر دیں۔

No.173, Jitai Rd., Qingmeng Ind Zone, Quanzhou City, Fujian, China

ای میل : machine@hongancn.com
شونہاؤ فیکٹری سے دستیاب مشینوں کے مختلف ماڈل اور سانچوں کی مختلف سطح یا ساخت بنائی جا سکتی ہے۔ جب آپ اپنے دسترخوان کی فیکٹریاں چلاتے ہیں تو 20 سال سے زیادہ کا تجربہ غلطی کی لاگت کو کم کر دے گا۔





کاپی رائٹ © 2026 Quanzhou Shunhao Melamine Moulds Co.,Ltd. جملہ حقوق محفوظ ہیں.
بلاگ ipv6 نیٹ ورک کی حمایت کی
ipv6 نیٹ ورک کی حمایت کی












