













ٹیلی فون :
+86-15905996312ای میل :
machine@hongancn.com
ٹیلی فون :
+86-15905996312ای میل :
machine@hongancn.com

شوناہو فیکٹری اچھے معیار کی مشینیں اور فروخت کے بعد قابل اعتماد خدمت پیش کرتا ہے۔ ذیل میں آپ کو دشواری کا ازالہ کرنے اور برقرار رکھنے میں مدد کے لئے ایک سیدھا سیدھا گائیڈ ہے خودکار میلمائن ٹیبل ویئر پالش مشین . اگر مادی نکالنے کا نظام صحیح طریقے سے کام نہیں کررہا ہے تو ، مسئلے کی نشاندہی کرنے اور حل کرنے کے لئے ان اقدامات پر عمل کریں۔ مرحلہ 1: سکشن ریل پر لوہے کی چادروں کا معائنہ کریں سکشن ریل پر واقع دو لوہے کی چادروں کا جائزہ لیں۔ یہ چادریں مشین کے سینسروں کے ساتھ تعامل کرتی ہیں ، لہذا مناسب صف بندی ضروری ہے۔ سکشن اسمبلی پر لوہے کی چادر کے نیچے اور تانبے کی چادر کے نیچے کے درمیان فرق کی پیمائش کریں۔ مثالی پیمائش 22 اور 22.5 سینٹی میٹر کے درمیان ہونی چاہئے۔ - اگر فاصلہ 22.5 سینٹی میٹر سے زیادہ ہے تو ، مادی پک اپ کو غلط طریقے سے بنایا جاسکتا ہے۔ اگر یہ 22 سینٹی میٹر سے بھی کم ہے تو ، سکشن اسمبلی اوپر سے ٹکرا سکتی ہے ، جس سے نقصان ہوتا ہے۔ مرحلہ 2: ریلے فعالیت کی تصدیق کریں سینسر سے منسلک ریلے کا معائنہ کریں۔ جب نکالنے کے عمل کے دوران (22â 22.5 سینٹی میٹر کی حد کے اندر) آئرن شیٹ میں اضافہ ہوتا ہے تو ، ریلے کو چالو کرنا چاہئے اور روشنی ڈالنا چاہئے ، اس کی تصدیق کرتے ہوئے اس کی تصدیق ہوتی ہے۔
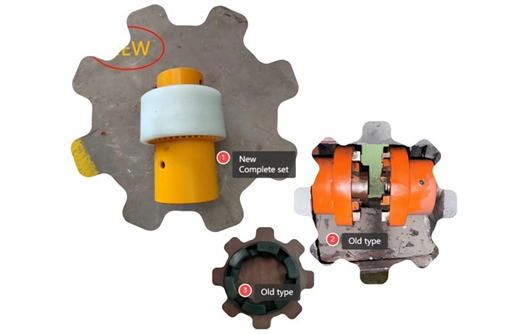
پیداوار میں میلمائن ٹیبل ویئر کا عمل ، میلامین ٹیبل ویئر مولڈنگ مشین کی مناسب دیکھ بھال ہے انتہائی اہمیت کی۔ مشین کے تمام اجزاء میں ، جوڑے کا استعمال بنیادی طور پر استعمال ہوتا ہے موٹر اور آئل پمپ کو مربوط کرنے کے لئے ، کے دوران بفر کی حیثیت سے کام کرنا مولڈنگ مشین کا آپریشن۔ لہذا ، جوڑے کی بحالی ہے بہت اہم۔ چونکہ خودکار میلمائن ویئر مولڈنگ مشین روزانہ تیز رفتار سے چلتی ہے ، کبھی کبھار جوڑے کے پیچ کبھی کبھار ہوسکتے ہیں ڈھیلا. لہذا ، ان صارفین یا تکنیکی ماہرین کے لئے جو کام کررہے ہیں شوناہو برانڈ میلمائن ٹیبل ویئر بنانے مشینیں ، اس کے باقاعدہ معائنہ کرنے کی انتہائی سفارش کی جاتی ہے جوڑے یہاں کچھ اہم بحالی پوائنٹس ہیں جو شوناہو میلامائن مشین اور مولڈ فیکٹری کے ذریعہ ترتیب دیئے گئے ہیں۔ 1. سکرو سختی: ایک بار جب آپ نے محسوس کیا کہ جوڑے کے پیچ ڈھیلے ہوچکے ہیں ، ان کو سخت کرنا ضروری ہے فوری طور پر. ڈھیلے پیچ آپریشن کے دوران عدم استحکام کا باعث بن سکتے ہیں اور یہاں تک کہ مشین کے اجزاء کو زیادہ سنگین نقصان پہنچا سکتا ہے۔

ہائی فریکوئنسی پری ہیٹنگ مشین میلامین دسترخوان کی تیاری میں اہم کردار ادا کرتی ہے۔ HF پری ہیٹر کے ذریعہ میلمین پاؤڈر کو پہلے سے گرم کرنا پاؤڈر کی روانی کو بڑھا سکتا ہے، میلمائن مولڈنگ مشین کے ڈائی کاسٹنگ کے وقت کو کم کر سکتا ہے، تیار شدہ مصنوعات کی ہمواری کو بہتر بنا سکتا ہے، میلامین پاؤڈر کی مقدار کو بچا سکتا ہے، اور میلامین کمپریشن کی زندگی کو بڑھا سکتا ہے۔ سڑنا _ معمول کی پیداوار کو یقینی بنانے کے لیے، Shunhao فیکٹری نے HF پری ہیٹر کے استعمال کے دوران پیش آنے والے حالات اور حل کو ترتیب دیا ہے ۔ مندرجہ ذیل کے طور پر 8 حالات ہیں. 1. پاور لائٹ بند ہے یا ٹمٹما رہی ہے، اور کنٹرول ٹرانسفارمر ٹوٹ گیا ہے۔ کنٹرول ٹرانسفارمر کو تبدیل کریں۔ 2. ہائی پریشر آن ہے، ایئر سوئچ محفوظ ہے (ٹرپ)، اور الیکٹرانک ٹیوب ٹوٹ گئی ہے۔ الیکٹرانک ٹیوب کو تبدیل کریں۔ 3. پاور لائٹ بند ہے، پنکھا عام طور پر کام کرتا ہے، لیکن ونڈ پریشر سوئچ بند ہونے میں ناکام ہوجاتا ہے، الیکٹران ٹیوب کا اینوڈ ہیٹ سنک دھول سے بند ہوجاتا ہے، اور پنکھے کے ذریعے اڑائی جانے والی ہوا ونڈ پریشر سوئچ کو اڑانے میں ناکام ہوجاتی ہے۔ دھول کو اڑانے کے لیے ایئر گن کا استعمال کریں ۔ 4. ہائی فریکوئنسی کو آن کرنے سے درجہ حرارت کے کنٹرول میں مداخلت ہوگی۔ انڈکٹنس کی پوزیشن اور جکڑن کی ڈگری کو ایڈجسٹ کریں۔ 5. جب کام کرتے وقت انوڈ کرنٹ بہت بڑا ہوتا ہے۔ دولن چیمبر سے ہوا کی گنجائش کا فاصلہ ایڈجسٹ کریں ۔ کرنٹ جتنا قریب ہوتا ہے، کرنٹ اتنا ہی بڑا ہوتا ہے، اور اتنا ہی چھوٹا ہوتا ہے، جو بنیادی طور پر تقریباً 21 ملی میٹر پر برقرار رہتا ہے۔ 6. جب مشین ہیٹنگ چیمبر میں چمکتی ہے تو اوپری کور خود بخود کھل جائے گا اور بزر الارم بجا دے گا۔ سب سے پہلے ہیٹنگ چیمبر میں دھات کی نجاست کو دور کرنے کے لیے ایئر گن کا استعمال کریں، اور اگنیشن ایریا کو الکحل سے صاف کریں۔ 7. حرارتی تعدد کم ہے۔ قطب کی شرح کو ایڈجسٹ کریں، اور بڑے انڈکٹنس کے سوراخ کی پوزیشن کو ایڈجسٹ کریں۔ 8. انوڈ کرنٹ آہستہ آہستہ بڑھتا ہے، اور الیکٹران ٹیوب کو نقصان پہنچا ہے۔ الیکٹران ٹیوب کو تبدیل کریں۔ " پری ہیٹنگ مشین کے لیے ٹربل شوٹنگ " کے بارے میں مزید ، براہ کرم ہماری ویب سائٹ ملاحظہ کریں یا تفصیلات کے لیے عنوان پر کلک کریں۔...

آج شونہاؤ مولڈ فیکٹری دسترخوان کے کارخانوں کے لیے 718 مولڈ اسٹیل کے انتخاب کے معیار کا اشتراک کرے گی اور اب عوام کو قیمتی معلومات کا اعلان کرے گی۔ 1. جب منتخب کردہ 718 مولڈ اسٹیل کی سختی کی ضروریات کو پورا کیا جاتا ہے، تو سختی کی حد جو مزاج میں ٹوٹ پھوٹ پیدا کرتی ہے اس سے بھی گریز کیا جانا چاہیے۔ کاربن اسٹیل کی پہلی قسم کے غصے کی ٹوٹ پھوٹ عام طور پر اوپر بیان کردہ درجہ حرارت کی حد، تقریباً 250 ° C کی نچلی حد پر ہوتی ہے، جب کہ الائے اسٹیل کی بالائی حد درجہ حرارت تقریباً 350 ~ 300 ° C پر ہوتی ہے۔ 2. کریکنگ کو روکنے کے نقطہ نظر سے غور کرتے ہوئے، مواد کے انتخاب کے لیے کچھ تقاضوں کو پیش کیا جانا چاہیے۔ الائے اسٹیل میں بہتر سختی کی صلاحیت ہوتی ہے اور یہ سست کولنگ میڈیم میں بجھانے کی اجازت دیتا ہے۔ تھرمل تناؤ اور ساختی تناؤ نسبتاً چھوٹا ہے، اس لیے کریکنگ کا رجحان بھی چھوٹا ہے۔ کاربن اسٹیل کمزور سختی کی صلاحیت رکھتا ہے اور زیادہ گرمی کا شکار ہوتا ہے۔ بجھانے کے دوران ساختی تناؤ اور تھرمل تناؤ بڑا ہوتا ہے، اس لیے کریکنگ کا رجحان بھی بڑا ہوتا ہے۔ 3. منتخب اسٹیل گریڈ کے لیے اعلیٰ ترین سختی کی قیمت کے حصول کے لیے ڈیزائنر کو سروس کی کارکردگی اور منتخب اسٹیل گریڈ کی بنیاد پر عملی تکنیکی حالات کو معقول طور پر وضع کرنے کی ضرورت ہوتی ہے۔ 718 اسٹیل مولڈ کی زیادہ قیمت یا پیچیدہ ڈھانچے کے لیے، جب ہیٹ ٹریٹمنٹ تکنیکی ضروریات کو پورا کرنا مشکل ہو، تو تکنیکی حالات کو عارضی طور پر تبدیل کیا جانا چاہیے، اور وہ ضروریات جن کا سروس لائف پر بہت کم اثر پڑتا ہے، مناسب طریقے سے نرمی کی جانی چاہیے۔ ایک سے زیادہ مرمت اور فضلہ کی مصنوعات سے بچنے کے لئے. کام کے دوران پیچیدہ قوتوں اور بھاری بوجھ والے سانچوں کے لیے، مخصوص ضروریات کے مطابق واضح تکنیکی حالات پیش کیے جائیں۔ 4. اس کے علاوہ، خام مال کی خرابیوں کی وجہ سے 718 مولڈ اسٹیل کو ٹوٹنے سے روکنے کے لیے خام مال کے معائنہ اور انتظام کو مضبوط بنانا ضروری ہے۔ جب مولڈ اسٹیل کا انتخاب کریں گے، تو شونہاؤ میلامین مولڈز فیکٹری نہ صرف تکنیکی ضروریات کو پورا کرنے کے لیے بلکہ اقتصادی اور پائیدار ہونے کے لیے تکنیکی اور اقتصادی دونوں پہلوؤں پر جامع غور کرے گی۔ 718 مولڈ اسٹیل میلامین ٹیبل ویئر فیکٹریوں میں استعمال ہونے والی اسٹیل کی سب سے مشہور قسم ہے۔ شونہاؤ مولڈ فیکٹری نہ صرف ٹیکنالوجی اور مواد کے انتخاب کے لحاظ سے میلامین پریس مولڈ کے معیار اور سروس لائف کی ضمانت دیتی ہے، بلکہ دسترخوان کے کارخانوں کی پیداواری ضروریات کو بھی مدنظر رکھتی ہے، جس نے صارفین کا بہت زیادہ اعتماد اور تصدیق حاصل کی ہے۔ 718 مولڈ اسٹیل، میلامین کمپریس مولڈ اور دیگر معلومات کی خصوصیات کے بارے میں مزید معلومات کے لیے ، براہ کرم مفت میں آن لائن مشورہ کریں! ای میل: machine@hongancn.com ہاٹ لائن سے رابطہ کریں: +86 15905996312...

ہائی فریکوئنسی پری ہیٹنگ مشین مولڈنگ انڈسٹری میں بڑے پیمانے پر استعمال ہوتی ہے، جیسے سیمی کنڈکٹر مجرد الیکٹرانک پرزے، انٹیگریٹڈ سرکٹس، موٹر کمیوٹیٹر، اور میلامین نقلی چینی مٹی کے برتن، پلاسٹک الیکٹرک آلات وغیرہ۔ فوائد: ہائی فریکوئنسی پری ہیٹر کے ذریعے گرم کرنے سے مضبوط لیکویڈیٹی بڑھ سکتی ہے، کاسٹنگ کا وقت کم ہو سکتا ہے، مواد میں تناؤ کو ختم کیا جا سکتا ہے، پانی کی لائنوں کو ختم کیا جا سکتا ہے اور تیار شدہ مصنوعات کی روشن اور صاف ڈگری کو بہتر بنایا جا سکتا ہے، مواد کی خوراک کو بچایا جا سکتا ہے، ڈائی لائف کو بڑھایا جا سکتا ہے۔ آج Shunhao فیکٹری آپ کے ساتھ مشترکہ مسائل اور خرابیوں کا ازالہ کرے گی جو آپ آپریشن میں مل سکتے ہیں۔ کور نہیں کھلتا 1. پینل پاور لائٹ روشن نہیں ہوتی ہے، اور پنکھا کام نہیں کرتا ہے۔ معائنہ کا دائرہ: پنکھا اور پنکھا کپیسیٹر، آئسولیشن ٹرانسفارمر، 3A فیوز اور پاور سپلائی۔ 2. پینل پاور لائٹ بند ہے اور پنکھا کام کر رہا ہے۔ معائنہ کا دائرہ: ونڈ پریشر سوئچ، کنٹرول ٹرانسفارمر، اور آیا بجلی کی فراہمی میں فیز کی کمی ہے۔ 3. پینل پاور لائٹ آن ہے اور کور کو کھولنے کی کوئی یاد دہانی نہیں ہے۔ معائنہ کا دائرہ: WR مین کنٹرول ریلے، MSI AC contactor۔ 4. پینل پاور لائٹ آن ہے اور کور کو کھولنے کی یاد دہانی ہے۔ معائنہ کی گنجائش: موٹر اور موٹر کیپاسٹر۔ کور بند نہیں ہوتا معائنہ کا دائرہ: 2TR ٹائم ریلے، شٹ ڈاؤن بٹن، ZR اینٹی ایکسٹروشن ریلے اور اس کی وائرنگ، OCR اینٹی اوور کرنٹ ریلے اور اس کی وائرنگ، MR ری سیٹ ریلے اور اس کی وائرنگ، WR مین کنٹرول ریلے اور اس کی وائرنگ، اسٹارٹ بٹن، 4TR ٹائم ریلے، موٹر اور اس کی موٹر کیپیسیٹینس۔ ہائی فریکوئنسی آن ہونے کے بعد خودکار کور کھلنا 1. سلیکون اسٹیک سے تار کو الیکٹران ٹیوب سے منقطع کریں، اگر ٹیسٹ مشین چھلانگ لگاتی ہے معائنہ کا دائرہ: سلکان اسٹیک، ہائی وولٹیج ٹرانسفارمر۔ 2. سلیکون اسٹیک سے تار کو الیکٹران ٹیوب سے منقطع کریں، اگر ٹیسٹ مشین کھولنے کے لیے باہر نہیں آتی ہے۔ معائنہ کا دائرہ: دولن چیمبر میں (500pF capacitor، 300pF capacitor، الیکٹرانک ٹیوب، 4kΩ ریزسٹر)۔ ہائی فریکوئنسی آن ہونے کے بعد الارم خود بخود کور کو کھول دے گا۔ معائنہ کا دائرہ: کام کی سطح پر اگنیشن، دوغلی چیمبر میں اگنیشن، OCR اوور کرنٹ پروٹیکشن سرکٹ اور پچھلے مضمون میں ذکر کردہ اشیاء A اور B کا دائرہ۔ پری ہیٹنگ مشین کے انتخاب کے لیے تجاویز ▲150 ٹن-250 ٹن میلامین مولڈنگ مشین: 5KW/7KW پری ہیٹنگ مشین 300 ٹن کی سطح سے اوپر کی مشینیں: 10KW پری ہیٹنگ مشین ★ کینن ٹیوب پری ہیٹر مشین کا اہم حصہ ہے، جو اصل میں جاپان سے درآمد کی گئی ہے۔ میلمین پری ہیٹر مشینوں کا اعلیٰ معیار۔ Shunhao کمپنی سے خریدنے میں خوش آمدید!...

اس بات کو یقینی بنانے کے لیے کہ اعلی تعدد والی پری ہیٹنگ مشین پیداوار میں ایک مستحکم کردار ادا کر سکتی ہے، غیر ضروری مرمت کو کم کرنے اور دیکھ بھال کے اخراجات کو کم کرنے کے لیے، مندرجہ ذیل دیکھ بھال کے اقدامات کو لاگو کرنے کی ضرورت ہے۔ شونہاؤ مشین اور مولڈ فیکٹری 1) آسان استعمال کے عمل میں، ایئر گن اکثر کام کی جگہ میں دھول اور ملبے کو صاف کرنے کے لیے استعمال ہوتی ہے۔ 2) باقاعدگی سے (مہینے میں کم از کم ایک بار) دوغلی چیمبر، ورکنگ روم، اور نچلی کابینہ میں دھول اور نجاست کو دور کرنے کے لیے ایئر گن کا استعمال کریں۔ 3) باقاعدگی سے (مہینے میں کم از کم ایک بار) ورکنگ چیمبر میں الیکٹروڈ رولر اور کنارے کی پلیٹ کو اتار چڑھاؤ والے سالوینٹس (جیسے ٹولین) سے صاف کریں۔ 4) باقاعدگی سے (ہفتے میں کم از کم ایک بار) چیک کریں کہ آیا اوپری کور کے ارد گرد فاسفر کاپر شیٹ پیلے کونے کے تانبے کے ساتھ اچھے رابطے میں ہے۔ اگر بلیکننگ یا آکسیڈیشن ہو تو اسے وقت پر پالش کیا جانا چاہیے۔ 5) باقاعدگی سے (کم از کم ہفتے میں ایک بار) چیک کریں کہ آیا کنیکٹنگ راڈ فلائی وہیل کی پوزیشن انحراف ہے۔ عام حالات کے تحت: جب اوپر کا احاطہ بند ہوتا ہے، فلائی وہیل کا سوراخ براہ راست اوپر ہوتا ہے۔ جب اوپری کور کھولا جاتا ہے، فلائی وہیل کا سوراخ سیدھا نیچے ہوتا ہے۔ اگر یہ انحراف کرتا ہے تو، براہ کرم وقت پر چیسس میں متعلقہ مائیکرو سوئچ کو ایڈجسٹ کریں۔ 6) پوری مشین کے ایئر انلیٹ فلٹر کو باقاعدگی سے صاف کریں (سائٹ کے حالات کے لحاظ سے ہفتے میں یا مہینے میں کم از کم ایک بار)۔ 7) ہر روز پاور آن کرنے کے بعد، "ہائی پریشر" کو بند کر دیں، اور مشین کام میں داخل ہونے سے پہلے بغیر بوجھ کے سائیکل ورک پروگرام چلائے گی۔ پری ہیٹر مشین میلمین مولڈنگ کمپاؤنڈ کے لئے اچھی ہے، مولڈنگ مشین میں حرارتی وقت کو بچا سکتی ہے، اور پاؤڈر سے پانی بھی نکال سکتی ہے۔ سب سے زیادہ مقبول ماڈل 150 ٹن / 200 ٹن میلامین مولڈنگ مشین کے لئے 5KW، اور 300 ٹن / 400 ٹن / 500 ٹن یا اس سے زیادہ پریس مشین کے لئے 10 کلو واٹ پری ہیٹر ہے۔ Shunhao مشینوں کی فیکٹری CE سرٹیفیکیشن پری ہیٹرز کے ساتھ یقینی معیار فراہم کرتی ہے۔...

سڑنا کا ساختی ڈیزائن اور عمل سڑنا کی بنیاد ہیں، اور نفیس عمل اور مناسب مولڈ ڈھانچہ ایک خاص حد تک مولڈ کی زندگی کو یقینی بناتا ہے۔ شونہاؤ مشین اور مولڈ فیکٹری کو میلامین ٹیبل ویئر کمپریشن مولڈ بنانے میں کئی سالوں کا تجربہ ہے اور اسے اندرون و بیرون ملک بہت سارے صارفین کے لیے پیش کیا گیا ہے۔ سڑنا کو پہنچنے والے نقصان کی روک تھام کے لیے، مولڈنگ بنانے کے لیے درج ذیل تین پہلوؤں پر عمل کرنا بہتر ہے۔ 1. اچھا معدنیات سے متعلق ڈھانچہ ڈیزائن کاسٹنگ کی دیوار کی موٹائی زیادہ سے زیادہ یکساں ہونی چاہیے تاکہ گرم دھبوں سے بچا جا سکے اور مولڈ کی مقامی حرارت کی وجہ سے ہونے والی تھرمل تھکاوٹ کو کم کیا جا سکے۔ کاسٹنگ کے کونوں میں مناسب کاسٹنگ فلٹس ہونے چاہئیں تاکہ مولڈ پر تیز کونوں کی وجہ سے ہونے والے تناؤ سے بچا جا سکے۔ 2. مناسب سڑنا ساخت ڈیزائن مولڈ کے ہر جزو میں بغیر کسی خرابی کے دباؤ کو برداشت کرنے کے لیے کافی سختی اور طاقت ہونی چاہیے۔ سڑنا کی دیوار کی موٹائی اخترتی کو کم کرنے کے لیے کافی ہونی چاہیے۔ گیٹنگ سسٹم کور پر اثرات اور کٹاؤ کو کم کرنے کے لیے ڈیزائن کیا گیا ہے۔ ہر جزو کی رواداری اور سطح کی کھردری کو درست طریقے سے منتخب کریں۔ مولڈ کے تھرمل توازن کو برقرار رکھیں۔ 3. گرمی کے علاج کے عمل کو معیاری بنائیں ضروری طاقت، سختی، اعلی درجہ حرارت پر جہتی استحکام، تھرمل تھکاوٹ کے خلاف مزاحمت اور مٹیریل کاٹنے کی کارکردگی کو یقینی بنانے کے لیے مواد کی میٹالوگرافک ساخت کو گرمی کے علاج کے ذریعے تبدیل کیا جا سکتا ہے۔ صحیح ہیٹ ٹریٹمنٹ کا عمل بہترین مولڈ پرفارمنس حاصل کرسکتا ہے، اور اسٹیل کی کارکردگی کو بجھانے والے درجہ حرارت اور وقت، ٹھنڈک کی شرح اور ٹیمپرنگ درجہ حرارت سے کنٹرول کیا جاتا ہے۔
صنعتی پیداوار میں سڑنا بہت اہم اور ناگزیر خصوصی بنیادی عمل کا سامان ہے۔ اعلیٰ سطح کے سانچوں کے بغیر، کوئی اعلیٰ درجے کی صنعتی مصنوعات نہیں ہوں گی۔ مولڈ انڈسٹری کی سطح ملک کی مینوفیکچرنگ انڈسٹری کی سطح کی پیمائش کے لیے ایک اہم اشارے بن گئی ہے۔ آج Shunhao فیکٹری ( میلامین مولڈنگ مشین اور کمپریس مولڈ بنانے والی کمپنی) آپ کے ساتھ مولڈ کو پہنچنے والے نقصان کی وجوہات بتائے گی۔ امید ہے کہ یہ آپ کی فیکٹری کی پیداوار کے لیے مددگار ہے۔ 1. مولڈ درجہ حرارت مولڈ کو پیداوار سے پہلے ایک خاص درجہ حرارت پر پہلے سے گرم کیا جانا چاہئے، بصورت دیگر، جب اعلی درجہ حرارت پگھلی ہوئی دھات بھر جائے گی تو ٹھنڈک واقع ہوگی، جس سے سانچے کی اندرونی اور بیرونی تہوں کے درجہ حرارت کے میلان میں اضافہ ہوگا، تھرمل تناؤ پیدا ہوگا، اور دراڑیں پیدا ہوں گی۔ یا سڑنا کی سطح پر دراڑیں بھی۔ پیداوار کے عمل میں، سڑنا درجہ حرارت میں اضافہ جاری ہے. جب سڑنا کا درجہ حرارت زیادہ گرم ہو جاتا ہے تو، مولڈ چپکنا پیدا کرنا آسان ہوتا ہے، اور حصوں کو حرکت دینے میں ناکامی سڑنا کی سطح کو نقصان پہنچاتی ہے۔ 2. کسی نہ کسی طرح جعل سازی کے معیار کے مسائل کچھ سانچوں میں صرف چند سو ٹکڑے پیدا ہونے کے بعد ہی دراڑیں پڑ جاتی ہیں، اور دراڑیں بہت تیزی سے بنتی ہیں۔ یہ ممکن ہے کہ جعل سازی کے دوران صرف بیرونی طول و عرض کی ضمانت دی جاتی ہے، اور سٹیل میں ڈھیلے نقائص جیسے ڈینڈرائٹس، کاربائیڈ کی شمولیت، سکڑنے والی گہا، اور ہوا کے بلبلوں کو پروسیسنگ کے طریقہ کار کے ساتھ بڑھایا اور بڑھایا جاتا ہے تاکہ ایک ہموار ہو سکے۔ یہ اسٹریم لائن آخری بجھانے والی اخترتی کو متاثر کرتی ہے، استعمال کے دوران کریکنگ، جھنجھلاہٹ، اور ناکامی کے رجحان کا بہت زیادہ اثر ہوتا ہے۔ 3. بھرنا پگھلی ہوئی دھات ہائی پریشر اور تیز رفتاری سے بھری ہوئی ہے، جو لامحالہ سانچے پر شدید اثرات اور کٹاؤ پیدا کرے گی، اس طرح مکینیکل اور تھرمل تناؤ پیدا ہوگا۔ اثر کے عمل کے دوران، پگھلی ہوئی دھات، نجاست اور گیس بھی سانچے کی سطح کے ساتھ پیچیدہ کیمیائی تعامل پیدا کرے گی، اور سنکنرن اور دراڑیں پیدا کرنے میں تیزی لائیں گی۔ جب پگھلی ہوئی دھات گیس سے گھری ہوتی ہے، تو یہ پہلے گہا میں کم دباؤ والے علاقے میں پھیلتی ہے۔ جب گیس کا دباؤ بڑھتا ہے تو اندر کی طرف بلاسٹنگ ہوتی ہے، جس سے گہا کی سطح پر دھاتی ذرات باہر نکل جاتے ہیں اور گہا کی وجہ سے نقصان اور دراڑیں پڑتی ہیں۔ Shunhao melamine کمپریشن سانچوں کو پیشہ ورانہ طور پر مواد کے انتخاب، عمل سے لے کر ساخت تک ڈیزائن کیا گیا ہے۔ روانگی سے پہلے 3 دن کی مشین ٹیسٹنگ ہوگی (نان اسٹاپ چلنا اور دباؤ ڈالنا) تاکہ یہ یقینی بنایا جا سکے کہ مولڈ دسترخوان کی فیکٹری میں عام طور پر کام کر سکتا ہے۔ اس کے علاوہ، اگر مشین کام کرنے میں ناکام ہو جاتی ہے، تو Shunhao کے بہترین انجینئرز آپ کو آن لائن خدمات فراہم کریں گے اور مسئلہ کو جلد حل کریں گے۔ موبائل: +86 15905996312 ، ای میل:machine@hongancn.com...

No.173, Jitai Rd., Qingmeng Ind Zone, Quanzhou City, Fujian, China

ای میل : machine@hongancn.com
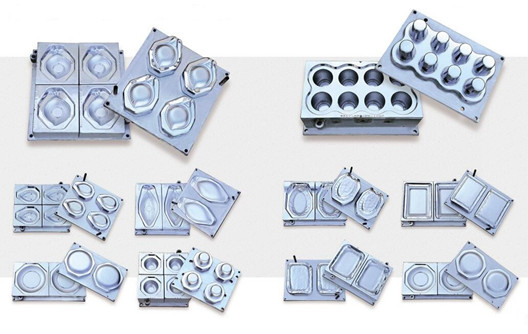
شونہاؤ فیکٹری سے دستیاب مشینوں کے مختلف ماڈل اور سانچوں کی مختلف سطح یا ساخت بنائی جا سکتی ہے۔ جب آپ اپنے دسترخوان کی فیکٹریاں چلاتے ہیں تو 20 سال سے زیادہ کا تجربہ غلطی کی لاگت کو کم کر دے گا۔





کاپی رائٹ © 2026 Quanzhou Shunhao Melamine Moulds Co.,Ltd. جملہ حقوق محفوظ ہیں.
بلاگ ipv6 نیٹ ورک کی حمایت کی
ipv6 نیٹ ورک کی حمایت کی












