













ٹیلی فون :
+86-15905996312ای میل :
machine@hongancn.com
ٹیلی فون :
+86-15905996312ای میل :
machine@hongancn.com

میلمینی ڈیکل پیپر میلمینی مصنوعات کی تیاری میں بڑے پیمانے پر استعمال ہوتا ہے۔ میلامین ڈیکلز کے پیٹرن اور رنگوں کی ملاپ میلامین مصنوعات کو زیادہ پرکشش اور ڈیزائن کو زیادہ تخلیقی بناتی ہے۔ ڈیکل پیپر میلامین مصنوعات کی اختراع اور فروخت کے فروغ میں اہم کردار ادا کرتا ہے۔ عام حالات میں، میلامین ٹیبل ویئر ڈیکلز ایک خصوصی میلمین ڈیکل پرنٹنگ فیکٹری کے ذریعہ تیار کیے جاتے ہیں۔ میلامین دسترخوان کی فیکٹری کچھ پوسٹ پروسیسنگ کرے گی۔ شونہاؤ مشین اور مولڈ فیکٹری آپ کو ڈیکل پیپر کی پروسیسنگ ٹیکنالوجی متعارف کرائے گی۔ 1. ڈیکل پیپر کو خشک کریں۔ ڈیکل پیپر فیکٹری سے نکلنے کے بعد، کاغذ کو اوون میں 70°-100°C پر بیک کریں عام طور پر، تقریباً 50 ڈیکل پیپر کے اسٹیک کو کلپس کے ساتھ باندھ کر تندور میں لٹکایا جاتا ہے۔ تندور کا درجہ حرارت 80-85 ڈگری کے درمیان ہے۔ گلیزنگ کے بارے میں، آپ کے پڑھنے کے لیے ایک تفصیلی مضمون ہے: ڈیکل پیپر ڈرائینگ اینڈ ٹیکنیکل گائیڈ ان گلیزنگ 2. گلیز پانی کو برش کریں۔ گلیزنگ واٹر بنائیں: 90℃ گرم پانی اور میلامین گلیزنگ پاؤڈر 1.3:1 کے تناسب میں، 3-4 منٹ تک ہلائیں۔ ڈیکل پیپر کو مستطیل سٹینلیس سٹیل کے فلیٹ باکس میں رکھیں، ڈیکل پیپر پر گلیز کو یکساں طور پر برش کریں، اور برش کرنے کے بعد اوون کی چھلنی پر بیک کریں۔ یہ Shunhao برانڈ خود کار طریقے سے melamine decal کاغذ خشک کرنے والی مشین کے نظام کو استعمال کرنے کی سفارش کی جاتی ہے ، جو موثر اور وقت کی بچت ہے. 3. ڈیکل پیپر کو کاٹ کر پیسٹ کریں۔ شکل کے مطابق ڈیکلز کاٹ دیں۔ اگر آپ باؤل ڈیکل سرکل بنا رہے ہیں تو ڈیکلز کو آن رکھیں۔ یہ درست طریقے سے اور تیزی سے کاٹنے کے لئے Shunhao برانڈ melamine کاغذ کاٹنے کی مشین کا استعمال کرنے کی سفارش کی جاتی ہے ، اور decal کاغذ بانڈنگ مشین ، گلو کا استعمال کرتے ہوئے بغیر موثر اور لیبر کی بچت. اگر آپ کو مزید تفصیلی تفہیم درکار ہے تو آپ مندرجہ ذیل مضمون کا حوالہ دے سکتے ہیں: میلمین ڈیکل پیپر کیا ہے اور اسے کیسے استعمال کیا جائے؟ شونہاؤ فیکٹری نہ صرف میلامین ٹیبل ویئر فیکٹریوں کے لیے میلمائن مولڈنگ مشینیں اور میلامائن کمپریشن مولڈز فروخت کرتی ہے بلکہ تجربہ کار سروس اور تکنیکی مدد بھی فراہم کرتی ہے۔ ون اسٹاپ سروس واقعی بہت پریشانی سے پاک ہے۔ جلد ہی ہم سے رابطہ کریں۔ سیلز مینیجر: مسز شیلی ای میل: machine@hognancn.com موبائل: 0086 15905996312...

718 مولڈ اسٹیل اس وقت عام مقصد کے پلاسٹک مولڈ اسٹیل کے لیے سب سے زیادہ استعمال ہونے والا عام اسٹیل گریڈ ہے۔ اسے اکثر "جدید پلاسٹک مولڈ اسٹیل" کہا جاتا ہے، اور نئے تیار کردہ نئے اسٹیل گریڈ اکثر اسے ایک عام موازنہ کے طور پر استعمال کرتے ہیں۔ 718 مولڈ اسٹیل بہتر سخت صلاحیت اور اعلیٰ کارکردگی کا حامل ہے، اس لیے یہ بڑے سائز کے اور اعلیٰ درجے کے پلاسٹک مولڈ بنانے والے حصے تیار کر سکتا ہے۔ خصوصیات بڑے پیمانے پر لانگ لائف پلاسٹک انجیکشن مولڈز کے لیے استعمال کیا جاتا ہے، جیسے کہ گھریلو آلات کے لیے سانچوں، کمپیوٹر کیسنگز وغیرہ۔ اونچی سطح کے فنش کے ساتھ پلاسٹک کی مصنوعات کے لیے بلو مولڈز کو ان کی زیادہ سختی کی وجہ سے پلاسٹک کے سانچوں میں سلائیڈر بنانے والے ٹولز کے طور پر استعمال کیا جا سکتا ہے۔ مولڈ پارٹس جو پیداواری ضروریات کے لحاظ سے شعلے کو سخت یا نائٹرائیڈ کر سکتے ہیں۔ عام درخواست کی مثالیں۔ بڑے سانچوں کے لیے پیٹرن پلیٹیں، اعلی سطح کی ضروریات کے ساتھ گھریلو آلات۔ بڑے آئینے کے پلاسٹک کے سانچوں کے لیے موزوں ہے، جیسے آٹوموبائل، گھریلو آلات، آڈیو اور ویڈیو مصنوعات وغیرہ۔ یہ آئینے پالش کرنے کی ضروریات کے ساتھ پلاسٹک کے سانچوں کے لیے استعمال کیا جا سکتا ہے، اور یہ PA، POM، PS، PE، PP، ABS پلاسٹک کے انجکشن مولڈ اور بلو موڈز کے لیے موزوں ہے۔ انتہائی پالش اور مطالبہ سڑنا گہا. سخت علاج سڑنا کی زندگی کو 800,000 سے زیادہ مولڈ اوقات تک بڑھانے کے لیے، پہلے سے سخت اسٹیل پر بجھانے اور کم درجہ حرارت کے مزاج کو سخت کرنے کا طریقہ لاگو کیا جا سکتا ہے۔ بجھانے پر، اسے 500-600 ℃ پر 2-4 گھنٹے کے لیے پہلے سے گرم کریں، پھر اسے ایک خاص مدت (کم از کم 2 گھنٹے) کے لیے 850-880 ℃ پر رکھیں، اسے تیل میں ڈالیں اور 50-100 ℃ اور ہوا پر ٹھنڈا کریں۔ ٹھنڈک، سختی -52HRC بجھانے کے بعد 50 تک پہنچ سکتی ہے، کریکنگ کو روکنے کے لیے، 200℃ کم درجہ حرارت میں ٹیمپرنگ کا علاج فوری طور پر کیا جانا چاہیے، ٹیمپرنگ کے بعد، سختی کو 48HRC سے اوپر برقرار رکھا جا سکتا ہے۔ نائٹرائڈنگ علاج نائٹرائڈنگ ٹریٹمنٹ اعلی سختی کی سطح کی پرت کی ساخت حاصل کر سکتی ہے۔ نائٹرائڈنگ کے بعد سطح کی پرت کی سختی 650-700HV (57-60HRC) تک پہنچ سکتی ہے۔ سڑنا کی زندگی 1 ملین سے زیادہ بار تک پہنچ سکتی ہے۔ نائٹرائڈنگ پرت میں گھنے ڈھانچے، ہمواری اور مولڈ کی رہائی کی خصوصیات ہیں۔ مرطوب ہوا اور لائی کی سنکنرن مزاحمت بہتر ہوتی ہے۔ مضمون میں " میلمینی سانچوں کے لیے کون سا اسٹیل استعمال کیا جاتا ہے؟ "، ہم جانتے ہیں کہ 718 مولڈ اسٹیل میلمین کمپریشن مولڈ بنانے کے لیے استعمال کیا جا سکتا ہے ۔ یہ میلامین دسترخوان کی فیکٹریوں میں استعمال ہونے والی اسٹیل کی سب سے مشہور قسم ہے۔ 718# سٹیل سے بنا دسترخوان کا سانچہ روشن اور چمکدار ہے، اور تیار کردہ میلامین مصنوعات اعلیٰ معیار اور مسابقتی ہیں۔ شونہاؤ مولڈ فیکٹری نے گھر اور بیرون ملک 100 سے زیادہ دسترخوان کی فیکٹریوں کی خدمت کی ہے، اور ان کے ساتھ تعاون جاری رکھے گی۔ اگر آپ کے پاس پروڈکٹ کا نیا ڈیزائن ہے، یا آپ اپنی پیداوار کو بہتر بنانا چاہتے ہیں، تو آپ ہم سے رابطہ کر سکتے ہیں۔ رابطہ کی معلومات: موبائل: +86 15905996312 ای میل: machine@hongancn.com...
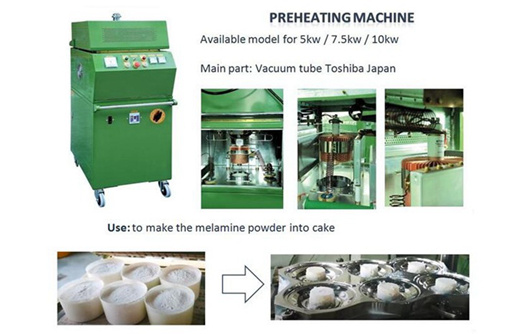
میلمین کمپریشن مولڈنگ سے پہلے ہائی فریکوئنسی پری ہیٹنگ ایک انتہائی اہم مرحلہ ہے۔ پہلے سے گرم کرنا مواد کی روانی کو بڑھا سکتا ہے، نقصان دہ اجزاء کو کم کر سکتا ہے، اور مولڈ پروڈکٹ کی سطح کی چمک کو بہتر بنا سکتا ہے۔ پری ہیٹنگ مشین کے موثر کام کو یقینی بنانے کے لیے ، شونہاؤ فیکٹری آپریٹرز کے لیے ہائی فریکوئنسی آپریشنز کے دوران کئی احتیاطی تدابیر جمع کرتی ہے۔ 1. مشین کو ناقص معیار کے گراؤنڈنگ تار کے بجائے اچھی طرح سے جڑے ہوئے گراؤنڈنگ وائر کے ساتھ انسٹال کرنے کی ضرورت ہے۔ 2. ہائی فریکوینسی پری ہیٹنگ مشین کو مرطوب اور گرد آلود ماحول میں نہ رکھیں ۔ 3. مشین کی ویکیوم ٹیوب پورے کام کے عمل کے دوران انتہائی زیادہ گرمی پیدا کرے گی۔ لہذا، براہ کرم مشین کو زیادہ گرمی والے ماحول میں نہ رکھیں، اور یہ بہتر ہے کہ اسے ایسی جگہ نہ رکھیں جہاں سے یہ براہ راست سورج کی روشنی میں آسکتی ہو۔ یہ ویکیوم ٹیوب کو گرمی کی کھپت کی عام تقریب کو برقرار رکھنے کی اجازت دیتا ہے۔ 4. آپریشن سے پہلے مشین کو پہلے سے گرم کرنے کی ضرورت ہے۔ اس لیے، اگر مشین ایک گھنٹے سے زیادہ بند رہتی ہے، تو اسے دوبارہ آن ہونے کے بعد اسے 10-15 منٹ تک انتظار کرنا چاہیے۔ دوسری صورت میں، ویکیوم ٹیوب کی سروس کی زندگی بہت کم ہو جائے گی. 5. مشین کے اوپری اور نچلے حصے کو براہ راست ایک ساتھ نہیں چھونا چاہیے، اور ان میں موصلی اشیاء رکھی جائیں، ورنہ مشین کو نقصان پہنچ سکتا ہے۔ 6. ہائی فریکوئنسی آؤٹ پٹ کے دوران، ملٹی میٹر، ٹیسٹ میٹر، یا دیگر کم تعدد، کم وولٹیج کے آلات استعمال نہ کریں، کیونکہ یہ حادثات کا سبب بن سکتا ہے۔ 7. ہائی فریکوینسی مشین کو باقاعدگی سے چیک کریں تاکہ یہ معلوم ہو سکے کہ آیا کوئی برن آؤٹ، نقصان یا خرابی تو نہیں ہے۔ 8. اگر مشین میں کثرت سے چنگاریاں نکلتی ہیں، تو اسے بروقت مرمت کرنے کی ضرورت ہے۔ معمولی مسائل سے بچنے کے لیے جو دوسرے اجزاء کو متاثر کر سکتے ہیں۔ 9. اس بات کو یقینی بنائیں کہ پہلے سے گرم کرنے والے مواد میں بہت زیادہ پانی اور دھول نہیں ہے، ورنہ یہ مشین کو نقصان پہنچائے گا۔ 10. مشین کے چلنے کے بعد، یقینی بنائیں کہ ویکیوم ٹیوب کا کولنگ پنکھا عام طور پر کام کرتا ہے۔...
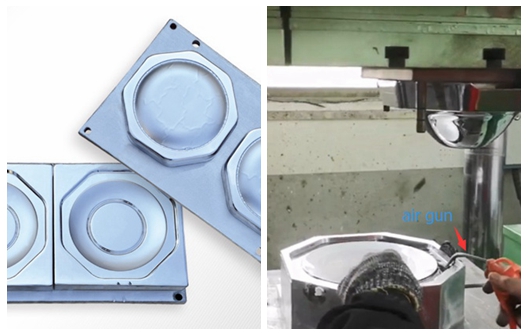
کمپریشن مولڈ کی دیکھ بھال سڑنا کی سروس کی زندگی کو بہت بڑھا سکتی ہے۔ نئے بنے ہوئے میلمین پریس مولڈ کے دسترخوان کے کارخانے میں پہنچنے کے بعد، سفید موم کو سڑنا صاف کرنے کے لیے استعمال کیا جا سکتا ہے تاکہ مولڈ پر مصنوعات کے جام کو کم کیا جا سکے اور خراب مصنوعات کی موجودگی کو کم کیا جا سکے۔ واضح خیال حاصل کرنے کے لیے ویڈیو دیکھیں "میلامین مولڈز کے لیے سفید موم کا استعمال کیا ہے؟"۔ عام پیداوار کے دوران، یہ عام طور پر سڑنا کی سطح کو باقاعدگی سے چیک کرنے کے لئے ضروری ہے. علاج کے عمل کے دوران، تمام سانچوں کو گرمی سے تھوڑا سا متاثر کیا جائے گا۔ اضافی چمک اور کچھ دھول پاؤڈر سڑنا پر جمع ہو جائے گا، اور ملبے کو سڑنا کی سطح سے باہر اڑانے کے لیے ایئر گن کا استعمال کیا جا سکتا ہے۔ اگر کوئی ایئر گن نہیں ہے، تو براہ کرم اسے نرم کپڑے سے احتیاط سے صاف کریں۔ مولڈ اسٹوریج آپ سانچے میں دھول کو جمع ہونے سے روکنے کے لیے مولڈ کو گہا کے چہرے کے نیچے رکھ سکتے ہیں۔ مجموعی طور پر، سٹوریج اور دیکھ بھال کے صحیح طریقہ کار پر عمل کیا جانا چاہیے، پھر مولڈ کا طویل استعمال ہو گا، اور پروڈکٹ کے مسترد ہونے کی شرح کم ہو جائے گی۔ یہ ایک فائدہ مند تجربہ ہے جسے Shunhao Molds Factory نے شیئر کیا ہے ، جو صارفین کے لیے میلامین ٹیبل ویئر کے سانچوں کے استعمال کی شرح کو بہتر بنانے کے لیے آسان ہے ۔ اگر آپ کے میلامین کراکری کے سانچوں کے بارے میں دیگر سوالات ہیں ، تو براہ کرم مشاورت کے لیے کال کریں۔ ٹیلی فون: +86 15905996312
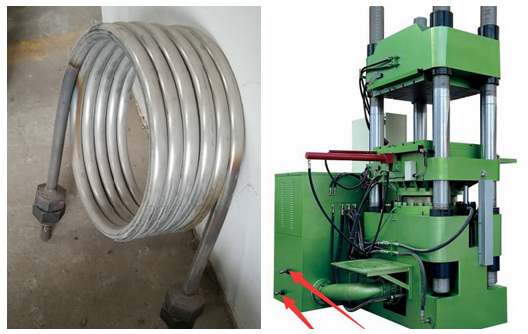
چلر عام طور پر سسٹم کی آئل ریٹرن لائن پر نصب ہوتا ہے۔ شدید گرمی والی بڑی ہائیڈرولک مشینیں یا ہائیڈرولک سسٹم عام طور پر علیحدہ کولنگ سسٹم کے ساتھ نصب کیے جاتے ہیں، اور چلر کولنگ سسٹم کا بنیادی جزو ہوتا ہے۔ چلر کا بنیادی کام: ہائیڈرولک نظام کی گرمی کے توازن کو برقرار رکھنے کے لئے اس کے سسٹم کا درجہ حرارت مخصوص حد کے اندر رکھیں ہائیڈرولک پریس کو زیادہ گرم ہونے اور اجزاء کو نقصان پہنچانے سے روکیں۔ پھر، ہائیڈرولک مولڈنگ پریس مشین کا چلر ٹھنڈا نہ ہونے کی وجہ کیا ہے اور اس مسئلے سے کیسے نمٹا جائے؟ ہائیڈرولک مشین چلر کی کولنگ کارکردگی کی ناکامی کی بنیادی وجہ چلر بلاک ہو جاتا ہے اور ذخائر کولنگ پائپ کی دیوار پر رہتے ہیں، سخت بلاکس اور پائپ ڈومینز بناتے ہیں تاکہ گرمی کی کھپت اور ہیٹ ایکسچینج کے افعال کم ہو جائیں۔ ہائیڈرولک پریس مشین کا ناکافی ٹھنڈا پانی، پانی اور چلر کے تیل کی گہا میں ہوا کا جمع ہونا بھی گرمی کی کھپت اور ٹھنڈک کی کارکردگی کو کم کرنے کا سبب بنے گا۔ اندرونی چلر ہائیڈرولک میلامین مولڈنگ مشین چلر کی کولنگ کارکردگی میں کمی کا حل سب سے پہلے، کولنگ ڈھانچہ اپنائیں جسے بلاک کرنا مشکل ہو اور ڈیزائن سے صاف کرنا آسان ہو۔ فی الحال، ایسا لگتا ہے کہ بہت سے حل نہیں ہیں. چلر کی ٹھنڈک کی صلاحیت کا انتخاب کرتے وقت، زیادہ سے زیادہ مشق کو اپنانا چاہیے۔ بنیاد کے مطابق، اور ایک بڑا کمرہ چھوڑ دیں؛ ضرورت پڑنے پر مکینیکل یا کیمیائی طریقے استعمال کریں۔ پانی کی مقدار میں اضافہ کریں یا ٹھنڈا کرنے کے لیے کم درجہ حرارت والا پانی استعمال کریں۔ سکرو پلگ کو ایگزاسٹ پر کھولیں۔ ہائیڈرولک مشین کے اندرونی اور بیرونی سطح کے علاقوں کو صاف کریں۔ Shunhao فیکٹری طویل سروس کی زندگی کے ساتھ اندرونی چلر ایک معقول ساخت کے ساتھباہرکولنگٹو ایرکواپناتی ہےمزید تفصیلات کے لیے کلک کریں: شونہاؤ ہائیڈرولک پریس مشین کے کولنگ سسٹم کا تعارف

پلاسٹک کے سانچوں کے لیے دیکھ بھال بہت ضروری ہے۔ یہ سڑنا کی خدمت زندگی کو براہ راست متاثر کرتا ہے۔ فوائد : اچھی دیکھ بھال نہ صرف سڑنا کی سروس کی زندگی کو بہت زیادہ بڑھا سکتی ہے، بلکہ پیداواری لاگت کو بھی کم کر سکتی ہے اور مصنوعات کے معیار کو یقینی بنا سکتی ہے۔ پلاسٹک مولڈ کی بحالی کے لیے کچھ اقدامات درج ذیل ہیں۔ 1. پلاسٹک کے سانچوں کو وقتاً فوقتاً دیکھا جانا چاہیے، باقاعدگی سے چیک کیا جانا چاہیے، بروقت صاف کیا جانا چاہیے، اور سانچوں کو باقاعدگی سے ایندھن بھرنا اور برقرار رکھنا چاہیے۔ 2. استعمال سے پہلے اور بعد میں دیکھ بھال پر توجہ دیں، تاکہ سلائیڈنگ پرزوں کی لچک کو یقینی بنایا جا سکے، تنگی کی وجہ سے قبضے کو روکا جا سکے، اور یہاں تک کہ سکریپ مولڈ بھی۔ 3. باقاعدگی سے چیک کریں کہ آیا پانی کے راستے کی ناکامی کی وجہ سے مولڈ کو زیادہ گرم ہونے سے روکنے کے لیے پلاسٹک مولڈ کا پانی کا راستہ غیر مسدود ہے۔ اس بات کو یقینی بنائیں کہ تمام باندھنے والے پیچ سخت ہیں، غیر ملکی اشیاء، تیل کے داغ صاف ہو گئے ہیں. شونہاؤ مشینیں اور مولڈز فیکٹری میلامین کراکری مولڈ تیار کرتی ہے، جو ڈائی کاسٹنگ مولڈ ہیں۔ تاہم، ہم نے پایا کہ ہمارے بہت سے گاہک انجیکشن مولڈنگ کا سامان، انجیکشن مولڈ وغیرہ استعمال کرکے پلاسٹک کی مصنوعات بھی تیار کرتے ہیں۔ آج ہم جو مضمون شیئر کر رہے ہیں وہ اس بارے میں ہے کہانجیکشن پلاسٹک کے سانچوں کو کیسے برقرار رکھا جائے۔ اگر ضروری ہو تو، آپ اس کا حوالہ دے سکتے ہیں! ویسے، اگر ضرورت ہو تو میلمین ٹیبل ویئر کے سانچوں کی قیمت اور ترسیل کے وقت کے بارے میں پوچھ گچھ کرنے میں خوش آمدید ! شونہاؤ فیکٹری میلمین مشینوں اور کمپریشن مولڈز کی تیاری میں 18 سال سے زیادہ کا تجربہ رکھتی ہے ۔ اس کے پاس مولڈ کی کوالٹی اور سروس لائف کو یقینی بنانے کے لیے تحقیق، ترقی اور سانچوں کو بنانے میں ایک پیشہ ور تکنیکی ڈیزائن ٹیم اور انجینئر ٹیم ہے۔ اگر آپ میلامین کی مصنوعات تیار کرنا اور تیار کرنا چاہتے ہیں، تو Shunhao ایک بہت ہی قابل اعتماد پارٹنر ہے۔...

میلامین کراکری کمپریس مشین وسیع پیمانے پر مختلف نمونوں کو سنگل اور رنگین میلامین دسترخوان بنانے کے لیے استعمال ہوتی ہے۔ میلمین ٹیبل ویئر مشین کو PLC + کمپیوٹر اسکرین کے ذریعے کنٹرول کیا جاتا ہے، جو چلانے میں آسان ہے اور خودکار پیداوار کا ایک لازمی حصہ ہے۔ تاہم، طویل عرصے تک چلنے کے بعد، مشین کی کام کرنے والی کارکردگی میں نمایاں کمی واقع ہو جائے گی، تو ہم ہائیڈرولک میلامین کمپریشن مشین کے لیے بنیادی دیکھ بھال کیسے کریں گے ؟ آئل سرکٹ چیک کریں کہ آیا آئل سرکٹ کے مختلف حصوں میں تیل کا رساو ہے، اور اس سے بروقت نمٹیں۔ پسٹن کی چھڑی کو کھرچنے اور تیل کو خراب ہونے سے روکیں۔ الیکٹرک سرکٹ سرکٹ بورڈ کی صفائی پر توجہ دیں، مضبوط اور کمزور برقی خانوں کی دھول کو باقاعدگی سے صاف کریں، برقی خانوں کو خشک رکھیں اور نمی کو روکیں۔ دیگر احتیاطی تدابیر سال میں ایک بار ہائیڈرولک تیل کو تبدیل کرنے اور تیل کے ٹینک میں تیل کی کیچڑ کو صاف کرنے کی سفارش کی جاتی ہے۔ تیل کے درجہ حرارت کو بڑھنے اور تیل کی عمر کو تیز کرنے سے روکنے کے لیے پانی کے چلر کو وقت پر صاف کرنا چاہیے۔ مشین کی وارننگ لائٹس کو دیکھ بھال کے دوران معمول کے آپریشن کے لیے چیک کیا جانا چاہیے۔ مشین کے حصے چیک کریں کہ مشین کا ٹرانسمیشن حصہ پہنا ہوا ہے یا نہیں۔ چیک کریں کہ آیا ہر چکنائی کے نپل کو بلاک کیا گیا ہے، اور چکنائی کو انجیکشن لگائیں۔ اوپر میلمین بنانے والی مشین کی دیکھ بھال کی تفصیلات ہیں ۔ امید ہے کہ یہ آپ کے لیے مفید ہے۔ میلمین مشین اور مولڈ کے بارے میں کسی بھی پریشانی کے لئے ہم سے رابطہ کرنے میں خوش آمدید۔ رابطہ کی معلومات: موبائل: +86 15905996312 ای میل: machine@hongancn.com
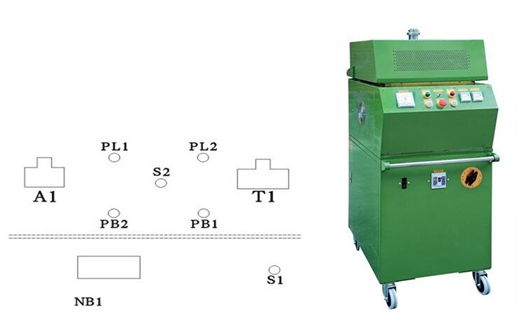
میلامین مصنوعات کی تیاری میں اعلی تعدد والے پری ہیٹر کے کردار کو کم نہیں کیا جا سکتا۔ اعلی تعدد والے پری ہیٹر سے گرم ہونے کے بعد، اس کے بہت سے فوائد ہیں: میلمین پاؤڈر کی روانی کو بڑھانا کاسٹنگ کا وقت کم کریں۔ مصنوعات کی پانی کی لائنوں کو ختم کریں تیار شدہ مصنوعات کی تکمیل کو بہتر بنائیں میلمین پاؤڈر کی مقدار کو بچائیں۔ سڑنا کی زندگی کو بڑھانا تو پری ہیٹنگ مشین کو کیسے چلانا ہے؟ سب سے پہلے، آئیے پری ہیٹر کے کنٹرول پینل کو جانتے ہیں۔ کنٹرول پینل کا تعارف: A1 = موجودہ میٹر PL1 = پاور کی پائلٹ لائٹ (سبز) PB2 = ہائی فریکونسی اسٹارٹ S2 = ہائی وولٹیج سوئچ PL2 =HFPILOT LIGHT (RED) PB1 = ہائی فریکونسی اسٹاپ T1 = ہائی فریکوئنسی ٹائمر NB1 = نان فیوز بریکر S1 = ہائی وولٹیج ایڈجسٹر اگلا، Shunhao آپ کو آپریشن کے مخصوص مراحل سے گزرے گا۔ 1. پری ہیٹر الیکٹرو مکینیکل گیٹ کھولیں، اور بجلی کی فراہمی 380V ہے۔ 2. پری ہیٹر کے پاور سوئچ کو آن کریں، پاور انڈیکیٹر آن ہے، اور 5-10 منٹ کے لیے گرم کریں۔ 3. ہائی فریکوئنسی سوئچ کو "آن" پر سیٹ کریں۔ 4. "حرارتی وقت" اور "حرارتی درجہ حرارت" مقرر کریں۔ 5. میلامین پاؤڈر کو ایک خاص کنٹینر میں ڈالیں اور "ہائی فریکوئنسی اسٹارٹ" بٹن کو دبائیں۔ حرارتی اشارے روشن ہو جائیں گے، اور پروسیس شدہ چیز پہلے سے گرم ہونا شروع ہو جائے گی۔ 6. جب درجہ حرارت مقررہ قدر تک پہنچ جاتا ہے، تو ہائی فریکوئنسی کام کرنا بند کر دے گی اور پری ہیٹر خود بخود کھل جائے گا۔ 7. عام کام میں، اگر کوئی غیر معمولی چیز پائی جاتی ہے، تو اسے فوری طور پر بند کر دینا چاہیے، اور متعلقہ اہلکاروں کو اس سے نمٹنے کے لیے اطلاع دینا چاہیے۔ ٹپس: حفاظت کے لیے: ضرورت پڑنے پر، چیکنگ یا دیکھ بھال کے دوران، براہ کرم مشین کی پاور بند کر دیں۔ اور چلتے وقت سائیڈ ڈور بند رکھیں۔...

No.173, Jitai Rd., Qingmeng Ind Zone, Quanzhou City, Fujian, China

ای میل : machine@hongancn.com
شونہاؤ فیکٹری سے دستیاب مشینوں کے مختلف ماڈل اور سانچوں کی مختلف سطح یا ساخت بنائی جا سکتی ہے۔ جب آپ اپنے دسترخوان کی فیکٹریاں چلاتے ہیں تو 20 سال سے زیادہ کا تجربہ غلطی کی لاگت کو کم کر دے گا۔





کاپی رائٹ © 2026 Quanzhou Shunhao Melamine Moulds Co.,Ltd. جملہ حقوق محفوظ ہیں.
بلاگ ipv6 نیٹ ورک کی حمایت کی
ipv6 نیٹ ورک کی حمایت کی












