













ٹیلی فون :
+86-15905996312ای میل :
machine@hongancn.com
ٹیلی فون :
+86-15905996312ای میل :
machine@hongancn.com

پری ہیٹر مشین کا سب سے اہم حصہ ٹیوب ہے۔ شپمنٹ سے پہلے، ٹیوب اور مشین کو احتیاط سے الگ الگ پیک کیا جائے گا. سامان کی حفاظت کے لیے، Shunhao مشینیں لکڑی کے باکس پر مہربند پیکیجنگ کا استعمال کرتی ہیں، مشین کو نمی اور تصادم سے 100% تحفظ فراہم کرتی ہے۔ گاہکوں کو مشین موصول ہونے کے بعد، ہمارا پیشہ ور انجینئر کارکن ٹیوب کو واپس انسٹال کرنے میں مدد کرے گا۔ آئیے عام خیال حاصل کرنے کے لیے پہلے ویڈیو کو دیکھتے ہیں۔ تنصیب کے مراحل: 1. گلاس کو باہر نکالیں اور کینن ٹیوب کو احتیاط سے واپس رکھیں۔ 2. دیگر تاروں یا کنڈلیوں کو ان کی صحیح جگہ سے مضبوطی سے جوڑیں۔ اہم نوٹ: توشیبا جاپان ٹیوب کا نام یکم نومبر 2018 کو تبدیل کر دیا گیا ہے، اب نیا نام Canon Tube ہے ۔ یہ پری ہیٹر مشین کا دل کا اہم حصہ ہے۔ Preheater مشین زیادہ تر melamine مولڈنگ کمپاؤنڈ preheating کے عمل کے لئے استعمال کیا جاتا ہے. مشین کے پیرامیٹرز: نہیں مواد HGY-520 HGY-720 HGY-1020 1 آؤٹ پٹ 5KW 7KW 10KW 2 طاقت کا منبع 3 Φ 220V 380V 415V 3 Φ 220V 380V 415V 3 Φ 220V 380V 415V 3 پاور انپٹ 11KVA 13KVA 20KVA 4 دولن کی تعدد 62MHZ 62MHZ 27MHZ 5 ویکیوم ٹیوب 7T699RB E3069RB 8T85RB 6 وولٹیج سوئچنگ 3-مرحلہ 3-مرحلہ 3-مرحلہ 7 وقت 999.9S 8 پری ہیٹنگ پاور 110 ℃ 60 سیکنڈ کے اندر 9 فینولک رال 1200 گرام 1500 گرام 6500 گرام 10 میلمین مولڈنگ کمپاؤنڈ 1000 گرام 1200 گرام 6000 گرام 11 یوریا مولڈنگ کمپاؤنڈ 1000 گرام 1500 گرام 6000 گرام 12 الیکٹروڈ سائز 310×360m/m 340×380m/m 450×560m/m 13 الیکٹروڈ وقفہ کاری 30-70m/m 30-70m/m 35-60m/m 14 مشین کے طول و عرض (LWH) 850×600×1520 850×600×1520 1150×820×1720 15 مشین کا وزن 260 کلوگرام 320 کلوگرام 600 کلوگرام پری ہیٹر مشین کے مختلف ماڈل ہیں: 3KW بہت چھوٹا ہے، میلمین انڈسٹری میں استعمال ہونے والے بہت کم ہیں۔ 5KW عام طور پر استعمال کر رہا ہے، 150 ٹن-250 ٹن مشین کے ساتھ کام کرنے کے لیے، 1000 گرام تک پاؤڈر کی گنجائش 7KW 5KW ماڈل کی طرح ہے، لیکن اس کی گنجائش بڑی ہے، پاؤڈر کی گنجائش 1200گرام تک ہے۔ میلامین مولڈنگ مشین کے بڑے دباؤ کے لیے 10KW استعمال کیا جاتا ہے ، 300 ٹن -800 ٹن، پاؤڈر کی گنجائش 6000 گرام تک یوریا ٹوائلٹ سیٹ کور مولڈنگ مشین کے لیے ، 10 کلو واٹ پری ہیٹنگ مشین کی سفارش کی جاتی ہے۔...

ہائی فریکوئنسی پری ہیٹنگ مشین بنیادی طور پر تھرموسیٹنگ مواد جیسے میلامین، یوریا پلاسٹک، ایپوکسی رال، فینولک، میلامین وغیرہ کو مولڈنگ سے پہلے پہلے سے گرم کرنے کے لیے استعمال ہوتی ہے۔ پہلے سے گرم کرنے کا فائدہ: یہ مواد کی روانی کو بڑھا سکتا ہے، نقصان دہ اجزاء کو کم کر سکتا ہے، اور مصنوعات کی سطح کی چمک کو بہتر بنا سکتا ہے۔ درخواست: کچن کا سامان، دسترخوان، الیکٹرانک اجزاء، مربوط سرکٹس، برقی آلات اور دیگر صنعتیں۔ Shunhao فیکٹری اعلی تعدد preheating مشینوں کی پیداوار میں کئی سال کا تجربہ ہے. پیداواری عمل کے دوران، ہم مشین کی کارکردگی کو بہتر بناتے رہتے ہیں جو استعمال کے عمل میں مشین کی خود حفاظتی صلاحیت کو بہت زیادہ بڑھاتا ہے، اور آپریٹرز کے لیے آپریشن اور دیکھ بھال کو زیادہ آسان اور محفوظ بناتا ہے! 1. اوورکرنٹ تحفظ جب مشین استعمال میں ہو، اگر اوور لوڈ یا چنگاری کی وجہ سے کرنٹ بہت زیادہ ہو تو، مشین کا اوور کرنٹ پروٹیکشن ڈیوائس خود بخود ہائی وولٹیج پاور سپلائی کو منقطع کر دے گی اور اوپری کور کو کھول دے گی اعلی کرنٹ کا اثر oscillating ٹیوب کی سروس کی زندگی کو بڑھائیں! 2. پرستار کی حفاظت ہائی فریکوئنسی پری ہیٹر کے کام کرنے والے ماحول میں بڑی دھول کی وجہ سے ، الیکٹران ٹیوب کو ٹھنڈا کرنے والا بنانے والا دھول جمع ہونے کے لیے حساس ہوتا ہے، جس کے نتیجے میں ہوا کا حجم بہت کم ہوتا ہے! جب بلوئر ٹربائن یا ڈسٹ فلٹر پر بہت زیادہ دھول ہو اور دوغلی ٹیوب کی ٹھنڈک ہوا کا حجم کافی نہ ہو، تو خصوصی پنکھے سے بچاؤ کا آلہ خود بخود پوری مشین کی طاقت کو ختم کر دے گا تاکہ دوہری ٹیوب کی حفاظت کی جا سکے، اور دھول عام طور پر کام کرنے کے لئے صاف کرنا ضروری ہے! 3. ڈسٹ فلٹر: جدا کرنا اور انسٹال کرنا آسان ہے۔ Shunhao preheating مشین کے ڈسٹ فلٹر کو بغیر کسی ٹول کے آسانی سے الگ کرنا اور انسٹال کرنا آسان ہے جو دھول صاف کرنے کے کام کو آسان اور آسان بناتا ہے! 4. خصوصی فلٹرنگ ڈیوائس کچھ صارفین کی رائے ہے کہ جب کچھ ہائی فریکوئینسی پری ہیٹنگ مشینیں پہلے سے گرم ہونے والے مواد کی ہوتی ہیں، تو ہائی فریکونسی ہائیڈرولک مشین کے تھرموسٹیٹ کے نارمل آپریشن میں مداخلت کرتی ہے، جس کی وجہ سے مولڈ کا درجہ حرارت مقررہ درجہ حرارت سے بہت مختلف ہوتا ہے۔ شونہاؤ ہائی فریکوئنسی پری ہیٹ مشین خاص طور پر فلٹر ڈیوائس سے لیس ہے تاکہ ہائیڈرولک پریس مشین کا تھرموسٹیٹ بغیر کسی مداخلت کے زیادہ مستحکم طریقے سے کام کر سکے۔ 5. حفاظتی تحفظ مشین کو ڈیزائن کرتے وقت، ہم نے آپریٹرز کی ذاتی حفاظت پر مکمل غور کیا ہے۔ اس مشین کی حفاظت کی کارکردگی بہترین ہے۔ آپریٹرز کو کبھی بھی اس بات کی فکر کرنے کی ضرورت نہیں ہے کہ مشین کے اوپری کور آپریشن کے دوران اپنے ہاتھوں کو کچلتے ہیں۔ مشین شروع کرنے کے بعد، جب اوپری کور رکاوٹوں کو چھوتا ہے، تو اس مشین کا پروٹیکشن ڈیوائس خود بخود شروع ہو جائے گا، اوپری کور کو خود بخود اصل پوزیشن پر آنے دیں، تب ورکر 100% محفوظ رہے گا! 6. دو رنگوں کا وقت اپنی مرضی سے تبدیل کیا جا سکتا ہے۔ یہ مشین پہلے سے ہیٹنگ ٹائم سیٹنگز کی ایک قسم فراہم کر سکتی ہے۔ وقت مقرر کرنے کے بعد، صارف آسانی سے سوئچ کو پلٹ کر مختلف پری ہیٹنگ اوقات حاصل کر سکتے ہیں! 7. ایک سے زیادہ استعمال کے ساتھ ایک Ammeter ایک ایمیٹر ایک کلیدی سوئچنگ کے ذریعے ویکیوم ٹیوب کے پری ہیٹنگ کرنٹ اور گرڈ کرنٹ کو الگ الگ دکھا سکتا ہے تاکہ آپ ویکیوم ٹیوب کے استعمال کو بہتر طور پر سمجھ سکیں، اور یہ مستقبل میں دیکھ بھال اور ڈیبگنگ کے لیے زیادہ آسان ہو جائے گا! سب ...
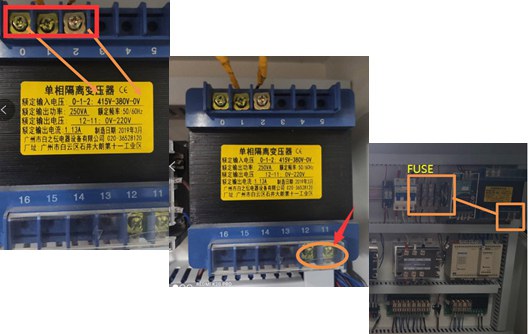
عام طور پر، عام آپریٹنگ حالات میں، میلامین ٹیبل ویئر پریس مشین کے ٹرانسفارمر کو جلانا آسان نہیں ہے۔ آج، SHUNHAO فیکٹری مندرجہ ذیل کام کرنے کے تجربے کا اشتراک کر رہی ہے تاکہ فیکٹری انجینئرز کو میلامین ٹیبل ویئر مشین کے ٹرانسفارمر کو بہتر طریقے سے ٹھیک کرنے میں مدد ملے۔ اگر ہائیڈرولک میلامین مشین کا ٹرانسفارمر ٹھیک سے کام نہیں کرتا ہے، تو براہ کرم درج ذیل مراحل کے مطابق ٹرانسفارمر کی حالت چیک کریں: 1. چیک کریں کہ آیا ٹرانسفارمر کے اوپری بائیں جانب تین کنکشن پوائنٹس صحیح ہدایات کے مطابق درست طریقے سے جڑے ہوئے ہیں۔ مثال کے طور پر، 380V وولٹیج کو 1 اور 2 کو جوڑنے کی ضرورت ہے۔ 415V وولٹیج کو 0 اور 2 کو جوڑنے کی ضرورت ہے۔ 2۔اگر کنکشن پوائنٹ درست ہے لیکن مشین پھر بھی نہیں چل سکتی، تو چیک کریں کہ آیا transformer کے ان پٹ پوائنٹ میں 380V یا 415V کا وولٹیج ہے (شکل 1)۔ اگر کوئی وولٹیج آؤٹ پٹ نہیں ہے، تو اس کا مطلب ہے کہ مین پاور کے ساتھ کوئی مسئلہ ہے، براہ کرم اپنی فیکٹری کی مین پاور کو چیک کرنے آئیں۔ شکل 1 3. اگر ٹرانسفارمر میں 380V یا 415V کا وولٹیج ان پٹ ہے، تو چیک کریں کہ آیا ٹرانسفارمر کے آؤٹ پٹ پوائنٹ میں 220V کا وولٹیج ہے (شکل 2)۔ اگر 380V یا 415V وولٹیج ان پٹ ہے لیکن 220V آؤٹ پٹ نہیں ہے، تو اس کا مطلب ہے کہ ٹرانسفارمر جل گیا ہے اور ایک نیا ٹرانسفارمر تبدیل کرنے کی ضرورت ہے۔ تصویر 2 4. اگر 220V آؤٹ پٹ ہے، تو یہ چیک کرنا جاری رکھیں کہ آیا آؤٹ پٹ پوائنٹ سے منسلک فیوز اڑا ہوا ہے (شکل 3)۔ اگر فیوز اڑ گیا ہے، تو اسے نئے سے تبدیل کریں۔ اگر فیوز نہیں اڑا ہے، تو اس کا مطلب ہے کہ یہ ٹرانسفارمر معمول کے مطابق کام کر رہا ہے، براہ کرم مشین کے ساتھ دیگر مسائل کو حل کرنے کے لیے آگے بڑھیں۔ شکل 3 SHUNHAO مشینری فیکٹری نہ صرفکوالیفائیڈ کوالٹی اور جدید ٹیکنالوجی کی میلامین کراکری مشینیں فراہم کرتی ہے بلکہ اس کے پاس کئی سالوں کا مکینیکل سروس کا تجربہ بھی ہے، جو آپ کو مشین کی فالو اپ مینٹیننس گارنٹی فراہم کر سکتا ہے۔

آج Shunhao آپ کے ساتھ آپریشن کے اصول شیئر کرنے جا رہا ہے تاکہ فیکٹری آپریٹرز کے ذریعے ہائیڈرولک پریس مشین کے محفوظ آپریشن کو یقینی بنایا جا سکے۔ محفوظ آپریٹنگ طریقہ کار 1. آپریٹر کو ہائیڈرولک پریس کی کارکردگی اور ساخت سے واقف ہونا چاہیے، اور تربیت کے بعد آپریشن کے لیے تصدیق شدہ ہونا چاہیے۔ 2. مشین کے آپریشن کے دوران، آپریٹر کے جسم کو حرکت پذیر بیم کے کام کرنے کی جگہ میں داخل ہونے کی اجازت نہیں ہے، اور کام کرنے والے حصوں کو لوڈ اور ان لوڈ کرنے کے لیے ٹولز کا استعمال کریں۔ 3. مشین کو شروع کرنے سے پہلے آپریٹر کو ذاتی حفاظتی سامان پہننا چاہیے۔ 4. کام سے پہلے کا معائنہ کریں اور چیک کریں کہ آیا ہائیڈرولک پریس مشین کے مختلف افعال نارمل ہیں۔ اگر کوئی مسئلہ ہو تو کام شروع کرنے سے پہلے اسے فوراً نمٹا جانا چاہیے: چیک کریں کہ آیا تیل کے مختلف پائپوں، کئی گنا آئل والوز، آئل سلنڈرز وغیرہ میں تیل کا رساو ہے؛ چیک کریں کہ آیا حرکت پذیر شہتیر واضح طور پر نیچے پھسل رہا ہے اور کیا ٹھہرنے کی پوزیشن درست ہے۔ چیک کریں کہ آیا فوٹو الیکٹرک سوئچ اور ایمرجنسی اسٹاپ سوئچ لچکدار طریقے سے کام کرتے ہیں۔ چیک کریں کہ آیا ہائیڈرولک پریس سے شور ہے؛ چیک کریں کہ آیا تیل کا ٹینک کافی ہائیڈرولک تیل دکھاتا ہے۔ چیک کریں کہ آیا آئل سلنڈر کا پسٹن ڈھیلا ہے اور آیا سطح تیل سے چکنا ہے۔ 5. اگر دو یا دو سے زیادہ لوگوں کو کام کرنے کے لیے تعاون کرنے کی ضرورت ہے، تو سامنے اور پیچھے والے آپریشن کے سوئچز کو آن کیا جانا چاہیے اور متعلقہ دو ہاتھ والے آپریشن سوئچز اور ایمرجنسی اسٹاپ سوئچز فراہم کیے جائیں۔ 6. حرکت پذیر بیم کے زیادہ سے زیادہ اسٹروک (یعنی ہائیڈرولک پریس کی کم از کم بند اونچائی سے کم نہیں) سے آگے کام کرنا سختی سے منع ہے۔ 7. پورے بوجھ کے ساتھ کام کرتے وقت، زیادہ سے زیادہ قابل اجازت سنکیت 50MM ہے، اور اسے زیادہ سے زیادہ بوجھ یا زیادہ سے زیادہ سنکیت سے زیادہ استعمال نہیں کیا جانا چاہیے۔ 8. مولڈ کا معائنہ کرتے وقت خودکار ہائیڈرولک پریس مشین کو روکیں اور حرکت پذیر بیم کو سہارا دینے کے لیے لکڑی کے بلاکس کا استعمال کریں۔ 9. تمام پریشر ریگولیٹ کرنے والے والوز اور ٹریول سوئچز کو خصوصی ٹولز اور اہلکاروں کے ساتھ ایڈجسٹ کیا جانا چاہیے۔ 10. کولنگ سسٹم کو شروع کرنے سے پہلے آن کرنا چاہیے تاکہ تیل کا درجہ حرارت 60 ڈگری سے زیادہ نہ ہو۔ 11. کام کے دوران، اس بات پر پوری توجہ دیں کہ آیا ہائیڈرولک مشین غیر معمولی ہے۔ یقینی بنائیں کہ مشین غیر معمولی ہونے پر کام نہیں کرتی ہے۔ 12. مشین کو روکنے سے پہلے میلامین مولڈ کو بند کر دینا چاہیے، پھر آئل پمپ کو بند کر کے پاور آف کر دیں۔ 13. کام ختم کرنے کے بعد، مشین کے آلے کو صاف کریں، کام کرنے والے علاقے کو صاف کریں، اور "ایکوپمنٹ ڈیلی مینٹیننس کارڈ" کو پُر کریں۔...

چین سے مولڈ بنانا، اب تک کے فوائد ہیں: 1. مینوفیکچرنگ سانچوں کی ٹیکنالوجی قابل قبول ہے، اور یہاں تک کہ بالکل درست یا عین مطابق۔ یہ جاننے کے لیے کہ چین میں دسترخوان کی بہت بڑی فیکٹریاں چل رہی ہیں اور یورپی ممالک یا امریکی ممالک کو سپلائی کر رہی ہیں۔ کیا وہ جرمنی یا دوسرے ممالک سے سانچے بناتے ہیں؟ نہیں، صرف چین میں۔ 2. آپ اچھی طرح جانتے ہیں، جرمن یا جاپان یا چین تائیوان کے سانچے بہت اچھے معیار کے ہیں، لیکن قیمت بھی زیادہ ہے، بالکل بھی مقابلہ نہیں کر سکتے۔ چین سے بننے والے سانچوں، اب بھی دسترخوان کی فیکٹریوں کے لیے منافع کما سکتے ہیں اور دوسروں کے مقابلے اس کی کم لاگت کی وجہ سے ان کے مقابلے کو بھی بہتر بنا سکتے ہیں۔ اب اس خیال کا اشتراک کریں کہ میلامین دسترخوان یا یوریا دسترخوان کے لیے مولڈ اسٹیل مواد کا انتخاب کیسے کیا جائے: چین میں عام طور پر کمپریشن سانچوں کے لیے استعمال ہونے والے اسٹیل : 718# سٹیل/P20# سٹیل/P45# سٹیل اور NAK80# سٹیل (درآمد شدہ سٹیل) یوریا کا دسترخوان بنانے کے لیے: یوریا کا دسترخوان سستا ہے، کارخانوں کو پاؤڈر / سانچوں سے لاگت بچانے کی ضرورت ہے، حتیٰ کہ مشینیں بھی دستی ماڈل پر چلتی ہیں (چین میں، یوریا دسترخوان کی فیکٹریاں صرف خودکار مولڈنگ مشینیں چلاتی ہیں)۔ لہذا، P20# (میڈ ان چائنا) یوریا دسترخوان کی تیاری میں استعمال کرنے میں مقبول ہے۔ لیکن نقصان یہ ہے کہ: P20# سے بننے والے ایسے سانچے زیادہ چمکدار نہیں ہو سکتے۔ اور اسٹیل کی کوالٹی 100% پرفیکٹ نہیں ہے، بعض اوقات اسٹیل کے کارخانوں سے چھوٹے چھوٹے سوراخ آتے ہیں، جو شاید کچھ دنوں یا کچھ مہینوں کے بعد صرف اسٹیل کے مسئلے کے لیے نکل آتے ہیں۔ Shunhao مولڈز فیکٹری کے کارکن ایسے مولڈ سٹیل کو تبدیل کرتے ہیں اور جب مولڈز فیکٹری میں ایسے سوراخ نکلتے ہیں تو گاہکوں کے لیے نیا بناتے ہیں۔ لاگت سے جانچنے کے لیے، یوریا دسترخوان کے سانچے P20# اسٹیل کا انتخاب کر سکتے ہیں ۔ میلامین دسترخوان بنانے کے لیے: میلمین پاؤڈر یوریا مولڈنگ کمپاؤنڈ سے زیادہ سخت ہے، جس میں سانچوں کے لیے سخت سٹیل کی ضرورت ہوتی ہے۔ 718# اسٹیل میلمین دسترخوان کی فیکٹریوں میں سب سے زیادہ مقبول چل رہا ہے۔ 718# سٹیل چین کی لاگت جرمنی P20# (made-in-Germany, P20# جرمنی کو اپنی زیادہ ڈیوٹی ادا کرنے کی ضرورت ہے) سے کم ہے، لیکن اس کی سختی میلامین مولڈنگ کمپاؤنڈ کے کمپریشن کو برداشت کر سکتی ہے۔ 718# سٹیل کے سانچوں سے دسترخوان سازی چمکدار اور روشن ہے۔ یہاں تک کہ 718# سٹیل P20# سٹیل (چین) سے زیادہ قیمت ہے، لیکن میلامین دسترخوان کے لیے اچھا ہے اور اس کے معیار کے مقابلے کو بہتر بناتا ہے۔ P45# سٹیل مختلف طریقے سے استعمال کر رہا ہے: A. Molds کی 2 پلیٹیں۔ دسترخوان کی فیکٹری کے لیے ٹیسٹنگ اشیاء C. تھوڑے وقت میں یا صرف ایک بار آرڈر میں آرڈر کیا گیا سامان شونہاؤ مولڈز فیکٹری اب تک 100 سے زیادہ دسترخوان کی فیکٹریوں کے لیے چین کے اندر اور باہر خدمات انجام دے چکی ہے اور اب بھی ان کے ساتھ کام کرنے کے راستے پر جاری ہے۔ Shunhao مولڈ فیکٹری ان کے لیے نئی اشیاء ڈیزائن کرتی ہے، ان کے لیے مسئلہ تلاش کرتی ہے، یا ان کے لیے پیداوار کو بہتر بناتی ہے۔ میلامین دسترخوان کی فیکٹریوں میں سے کسی کو بھی مجھ سے بات کرنے کے لیے خوش آمدید کہتے ہیں (+86 15905996312)، شکریہ!...

میلامین دسترخوان کی خوبصورت شکل ڈیکل پیپر کے استعمال سے فائدہ اٹھاتی ہے۔ سب سے پہلے، ڈیکل پیپر کو گلیزنگ پاؤڈر کے پانی میں ڈبو کر خشک کیا جائے گا۔ پہلی پریس کے بعد، دوسری پریس کے لیے ڈیکل پیپر اور گلیزنگ پاؤڈر لگایا جائے گا۔ آخر میں نمونہ دار میلمینی دسترخوان ختم ہو گیا۔ میلامین دسترخوان میں استعمال ہونے والے ڈیکل پیپر کو دو بار خشک کیا جانا چاہیے: پہلا خشک کرنا: پیٹرن پرنٹ کرنے کے بعد سیاہی کو کاغذ پر خشک کریں۔ دوسرا خشک کرنا: گلیزنگ پاؤڈر پانی سے برش کرنے کے بعد خشک کرنے والے اوون میں ڈیکل پیپر کو خشک کریں۔ (اسے قدرتی طور پر خشک کیا جا سکتا ہے، آپ پرانے اوون کو استعمال کر سکتے ہیں، یا آپ خودکار ڈیکل پیپر ڈرائینگ لائن استعمال کر سکتے ہیں ۔ 1. اگر فیکٹری میں کافی جگہ ہے اور درجہ حرارت کافی زیادہ ہے، تو ہم قدرتی خشک کر سکتے ہیں. میلامین گلیزنگ پاؤڈر کے پانی سے برش کیے گئے ڈیکل پیپر کو تراش لیا جائے گا اور پھر رسی پر لٹکا دیا جائے گا۔ تاہم، قدرتی خشک ہونے میں کافی جگہ لگتی ہے، اور اسے گیلے ڈیکل پیپر پر دھول آنے سے روکنا پڑتا ہے، جس میں کافی وقت لگتا ہے۔ 2. اگر فیکٹری میں ڈیکل پیپر کی مانگ زیادہ نہیں ہے اور جگہ کافی زیادہ نہیں ہے تو ہم دو دروازوں والا پرانا اوون استعمال کر سکتے ہیں۔ کارکنوں کے لیے خشک ہونے والے کاغذ کے درجہ حرارت کو کنٹرول کرنا آسان ہے۔ 3. decal کاغذ کی مانگ بڑی ہے تو، ہم خود کار طریقے سے خشک کرنے والی لائن کا استعمال کر سکتے ہیں . یہ اعلی کارکردگی کے ساتھ محنت اور وقت کی بچت کرتا ہے۔ کاغذ کے معیار اور خشک کرنے کے معیار کے علاوہ، میلامین ٹیبل ویئر میں استعمال ہونے والے ڈیکل پیپر میں مولڈنگ مشین پر استعمال کے لیے آپریشنل تقاضے بھی ہوتے ہیں۔ تکنیکی رہنما تجاویز: 1. اچھے معیار کے ڈیکلز بنانے کے لیے، پروڈکٹ کی سطح پر بلبلوں کے ظاہر ہونے سے پہلے اسے جلد از جلد ڈال دینا چاہیے۔ اگر سڑنا بہت جلد کھول دیا جاتا ہے تو، پروڈکٹ کو اوپری سڑنا سے چپکنا آسان ہے۔ اگر مولڈ بہت دیر سے کھولا جاتا ہے تو، ڈیکل اور پروڈکٹ میں چپکنے والی خرابی ہوتی ہے اور اس میں نقائص کا خطرہ ہوتا ہے۔ 2. پروڈکٹ پر ڈیکل کریکس کی وجہ یہ ہے کہ مولڈ بند ہونے کی رفتار بہت تیز ہے یا دسترخوان کی سطح پر پہلے سے ہی دراڑیں پڑ چکی ہیں۔ اگر آپ کے پاس مندرجہ بالا تجاویز کے بارے میں کوئی سوال ہے، تو براہ کرم Shunhao Machines and Molds کی ویب سائٹ پر دیگر متعلقہ مضامین دیکھیں ، یا ہمیں +86 15905996312 پر کال کریں۔...

کوالیفائیڈ میلامین دسترخوان کی تیاری کے لیے نہ صرف اعلیٰ معیار کے خام مال، کوالیفائیڈ میلامین کراکری بنانے والی مشینیں ، بلکہ پروڈکشن آپریشن کے لیے کچھ تکنیکی مدد کی بھی ضرورت ہوتی ہے۔ تجربہ کار پروڈکشن مینیجر کے لیے زیادہ آسانی سے اعلیٰ معیار کے میلمین دسترخوان حاصل کرنا۔ شونہاؤ فیکٹری ٹیبل ویئر مینوفیکچررز کے لیے ناقص میلامین مصنوعات کی وجوہات کا تجزیہ کرکے پیشہ ورانہ رہنمائی فراہم کرتی ہے۔ ایئر بلبلے: مختصر علاج کا وقت، ناکافی راستہ، زیادہ گرم سانچہ، ناہموار حرارت، ناکافی دباؤ، اعلی خام مال پہلے سے گرم درجہ حرارت (مشین کی ضرورت ہے: میلامین پری ہیٹر)؛ سطح کی دراڑیں: ناکافی دباؤ، خام مال کی ناقص روانی، بہت سست مولڈ بند ہونا، خام مال کی بازی، ناکافی خام مال؛ اندر سوراخ: ناکافی راستہ، بہت تیزی سے مولڈ بند ہونا، مختصر علاج کا وقت؛ چھوٹی جھریاں: ہائی پریشر کے تحت بہت تیزی سے مولڈ بند ہونا، خام مال کی زیادہ نمی؛ مولڈ پر قائم رہنا: ناکافی علاج، کم سڑنا درجہ حرارت، اور غیر ہموار مولڈ سطح؛ نرم: علاج کا وقت بہت کم ہے اور خام مال کی زیادہ نمی ہے۔ داغ: خام مال میں زیادہ غیر مستحکم مواد، بہت تیزی سے مولڈ بند ہونا، ناکافی راستہ، بہت زیادہ مولڈ درجہ حرارت؛ تقسیم: علاج کا وقت بہت طویل ہے، اعلی سڑنا درجہ حرارت؛ رنگت: ناہموار حرارت، اعلی مولڈنگ درجہ حرارت، خام مال کا خراب معیار، مختصر علاج کا وقت۔

آئل ہائیڈرولک پریس مشین خصوصی ہائیڈرولک آئل کو ورکنگ میڈیم کے طور پر اور ہائیڈرولک پمپ کو پاور سورس کے طور پر استعمال کر رہی ہے۔ ہائیڈرولک تیل کو ہائیڈرولک لائن کے ذریعے سلنڈر اور پسٹن میں داخل کرنے کے لیے یہ آئل پمپ کی قوت پر منحصر ہے۔ آئل سلنڈر اور پسٹن میں باہمی مماثل مہروں کے کئی سیٹ ہیں۔ مختلف پوزیشنوں میں مہریں مختلف ہیں، لیکن یہ سب تیل کے رساو کو روکنے کے لیے سگ ماہی کا کام کرتے ہیں۔ آخر میں، ہائیڈرولک آئل کو چیک والو کے ذریعے آئل ٹینک میں گردش کیا جاتا ہے، تاکہ سلنڈر اور پسٹن صحیح طریقے سے کام کر سکیں، تاکہ پیداواری صلاحیت کے لیے ایک قسم کی مشینری کے طور پر کچھ مکینیکل کاموں کو مکمل کیا جا سکے۔ ہائیڈرولک پریس کا تیل سپلائی پریشر بہت کم ہونے کی کیا وجہ ہے؟ جب انجن تھروٹل مکمل طور پر کھلا ہوتا ہے، تو ٹارک کنورٹر کا انلیٹ آئل پریشر معیاری سے کم ہوتا ہے، جو درج ذیل وجوہات کی وجہ سے ہوتا ہے : • کم تیل کی فراہمی؛ • تیل کا پائپ لیک یا بلاک؛ • ٹرانسمیشن میں تیل کا زیادہ بہاؤ؛ • آئل انلیٹ یا آئل فلٹر بلاک؛ ہائیڈرولک پمپ کا نقصان؛ • تیل سکشن نیٹ ورک کی غلط تنصیب؛ • تیل کا بلبلا؛ •آئل ان اور آئل آؤٹ والوز کو بند نہیں کیا جا سکتا/ بہار کی سختی کم ہو جاتی ہے۔ ►اب اوپر دیئے گئے سوالات کو کیسے حل کریں: • اگر ہائیڈرولک پریس کا تیل کی فراہمی کا دباؤ بہت کم ہے، تو پہلے تیل کی سطح کو چیک کریں۔ • اگر تیل کی سطح کم از کم پیمانے سے کم ہے، تیل کو دوبارہ بھریں؛ • اگر تیل کی سطح نارمل ہے، تو ان لیٹ اور آؤٹ لیٹ پائپوں کو چیک کریں کہ لیک ہونے کے لیے۔ تیل کے رساو کے مسئلے کو حل کریں۔ • اگر ان لیٹ اور آؤٹ لیٹ پائپ اچھی طرح سے بند ہیں تو آئل ان والو اور آئل آؤٹ والو کو چیک کریں۔ • اگر آئل ان والو اور آئل آؤٹ والو کو بند نہیں کیا جا سکتا ہے، تو انہیں ہٹا دیں اور چیک کریں کہ آیا جوڑوں کے حصوں پر دراڑیں یا نشانات ہیں، آیا تیل کا سوراخ بند ہے، آیا اسپرنگ کافی سخت ہے، اور مسئلہ کو بروقت حل کریں۔ •اگر پریشر والو نارمل ہے تو آئل پائپ یا فلٹر کو چیک کرنے کے لیے ہٹا دیں۔ • اگر یہ بھری ہوئی ہے تو، تلچھٹ کو صاف اور ہٹانا چاہیے؛ •اگر تیل کا پائپ غیر مسدود ہے، تو ہائیڈرولک پمپ کو چیک کیا جانا چاہیے، اور اگر ضروری ہو تو ہائیڈرولک پمپ کو تبدیل کریں۔ •اگر ہائیڈرولک تیل کے بلبلے ہیں، تو آئل ریٹرن پائپ کی تنصیب کی جانچ کریں۔ •اگر آئل ریٹرن پائپ کا آئل لیول آئل ٹینک سے کم ہے تو آئل ریٹرن پائپ کو دوبارہ چیک کر کے انسٹال کرنا چاہیے۔ جب ہائیڈرولک پریس کام کرتا ہے تو دباؤ کی کمی کو کیسے حل کیا جائے؟ 1. ریلیف والو کے دباؤ کو چیک کریں۔ •اگر دباؤ کافی نہیں ہے تو دباؤ کو ایڈجسٹ کریں۔ اگر یہ ایڈجسٹمنٹ کے بعد کام نہیں کرتا ہے، تو اسے نئے ریلیف والو سے بدل دیں۔ •اگر مسئلہ جاری رہتا ہے تو پلنگر پمپ کو تبدیل کریں۔ 2. دباؤ عام ہے؛ برقی مقناطیسی دشاتمک والو یا پریشر ریلیف والو کو چیک کریں۔ 3. غور کریں کہ آیا فلنگ والو لیک ہو رہا ہے۔ 4. غور کریں کہ آیا سلنڈر میں رساو ہے یا نہیں۔ Shunhao مشینیں 18 سالوں سے ہائیڈرولک مشینری کی تیاری پر توجہ مرکوز کر رہی ہے اورچین میںmel amine tableware مشینری کا ٹاپ برانڈ بننے کے لیے پرعزم ہے، جو آپ کو مختلف اعلیٰ معیار کی ہائیڈرولک مشینیں فراہم کرتی ہے ۔ ہم آپ کی پورے دل سے خدمت کریں گے اور مزیدتکنیکی سوالات کی حمایت کریں گے۔...

No.173, Jitai Rd., Qingmeng Ind Zone, Quanzhou City, Fujian, China

ای میل : machine@hongancn.com
شونہاؤ فیکٹری سے دستیاب مشینوں کے مختلف ماڈل اور سانچوں کی مختلف سطح یا ساخت بنائی جا سکتی ہے۔ جب آپ اپنے دسترخوان کی فیکٹریاں چلاتے ہیں تو 20 سال سے زیادہ کا تجربہ غلطی کی لاگت کو کم کر دے گا۔





کاپی رائٹ © 2026 Quanzhou Shunhao Melamine Moulds Co.,Ltd. جملہ حقوق محفوظ ہیں.
بلاگ ipv6 نیٹ ورک کی حمایت کی
ipv6 نیٹ ورک کی حمایت کی












